
Бесплатный фрагмент - TPM. Философия эффективного оборудования
Самое полное описание TPM на руссом языке, от простых инструментов до построения системы
От автора
Уважаемый читатель, представляю вашему вниманию очередную книгу на тему повышения эффективности производства. На этот раз мы рассмотрим такое объёмное направление lean, как TPM — Всеобщее обслуживание оборудования.
Данная тема настолько глубока, что развёртывание TPM на предприятии часто приравнивается к развёртыванию lean или Бережливого производства. Это на самом деле так. TPM несёт в себе особую философию, имеет несколько направлений развития, охватывает всю организацию, а также включает собственный набор методов и инструментов. Всё перечисленное применяется для повышения эффективности работы оборудования.
Материал, представленный в настоящей книге, является первым наиболее полным описанием TPM на русском языке. Многие принципы, изложенные в книге, могут показаться непривычными и даже неработоспособными. Тем не менее, здесь нет ничего невозможного, так работает большинство западных и японских компаний. Вы читаете не художественное произведение, и материал настоящей книги не выдуман. Он сформулирован на основе многолетнего практического опыта реализации проектов по улучшениям, а также из работы с серьёзными западными специалистами.
Поэтому, читайте и совершенствуйтесь. В настоящей книге есть всё необходимое для этого, осталось только добавить желания и настойчивости. Результат не заставит долго ждать.
Введение
Настоящая книга посвящена одному из серьёзных направлений Бережливого производства и lean, которое принято называть TPM — Всеобщим обслуживанием оборудования. Несмотря на то, что в большинстве источников информации: в интернете, на семинарах и даже в книгах, TPM часто называют инструментом, это не совсем верно. TPM — это целое направление работ, особая философия, а не просто инструмент. Изучая материал настоящей книги, вы увидите, что TPM — это совокупность рядя принципов, методов и инструментов, объединённых одной задачей — сделать работу оборудования максимально эффективной.
Поэтому комплексное изучение TPM невозможно просто на примерах применения отдельных инструментов. Точнее, это не даст такого результата, какой мы ожидаем от его применения. К изучению TPM, как и к изучению Бережливого производства в целом, лучше подходить с философской и культурной точки зрения. Следует понять суть эффективности работы оборудования, осознать причинно-следственные связи, опутывающие процесс эксплуатации оборудования и его ремонта. А также следует понять роль каждого работника в процессе повышения эффективности работы предприятия. Последнее с точки зрения философии TPM, достигается путём повышения эффективности работы оборудования, создающего ценность для конечного потребителя.
Для комплексного изучения метода TPM, а также для того, чтобы структурировать столь большие объёмы информации, книга поделена принципиально на 5 частей:
1. Общая информация о TPM.
Здесь вы получите общую информацию о TPM и прочувствуете его философию. Вы познакомитесь с основными понятиями и сформируете первое представление о развёртывании TPM. Однако не спешите начинать работу, успех заключается во множестве нюансов, о которых подробно будет рассказано далее. Основная задача первой части — изменить взгляд на вопрос обслуживания и эксплуатации оборудования, изменить привычную парадигму. Многие подходы к работе, которые вы изучите в первом разделе, противоречат общепринятым и сложившимся ещё в советское время подходам. У многих читателей появится желание отложить книгу и, со словами «какой вздор», «это у нас не применимо», «так только японцы могут работать», «у нас другой менталитет» и т. д. Это означает присутствие той самой старой парадигмы, которая будет мешать вам развёртывать TPM, даже если вы пропустите первую часть и перейдёте к конкретным инструментам и решениям. Несмотря на то, что первая часть не изобилует примерами из практики и конкретными инструментами, а представляет собой описание философии: неких абстрактных вещей, она наиболее важная для комплексного развёртывания метода TPM.
2. Автономное обслуживание оборудования.
Во второй части вы познакомитесь с подробным описанием наиболее популярного направления TPM. Стоит отметить, что из 8-и направлений развёртывания TPM, Автономное обслуживание оборудования в России является единственным направлением, по которому существует наработанный опыт и положительные примеры улучшений. Более того, в России часто можно встретить приравнивание понятий TPM и Автономного обслуживания оборудования. Поэтому, этому направлению посвящена отдельная часть. Вы познакомитесь не только с подробным описанием шагов Автономного обслуживания, но и с конкретными инструментами и примерами, которые уже были опробованы на практике в ряде российских компаний. Это та информация, с которой начнётся ваша практическая работа в направлении развёртывания TPM, поэтому она достаточно проста для понимания и реализации.
3. Профессиональное обслуживание.
Это также одно из 8- направлений развёртывания TPM, однако, в отличие от предыдущего направления, в России очень мало достойных примеров развёртывания Профессионального обслуживания. Тем не менее, благодаря опыту ряда западных и совместных предприятий, существует достаточно подробной информации, чтобы описать подходы Профессионального обслуживания. В третьей части мы подробно рассмотрим девять подходов, которые заинтересуют в первую очередь представителей ремонтных служб, т.е. тех, кто занимается профессиональным ремонтом и обслуживанием оборудования. Информация, представленная в разделе не сложная для понимания, однако, она часто противоречит существующим вредным парадигмам. Будьте внимательны.
4. Показатели в TPM.
Отдельной частью выделена работа с ключевыми показателями, применяемыми при обслуживании оборудования. В разделе приводится не только описание наиболее распространённых и зарекомендовавших себя показателей, но и приводится описание подходов работы с ними: способы сбора данных с минимальными потерями, подходы к аналитике, к решению проблем и т. д. Информация раздела необходима для организации постоянной аналитической работы, для оценки эффективности реализуемых мероприятий и для организации контроля над постоянным повышением эффективности работы оборудования.
5. Системное развёртывание TPM.
В заключительной части описывается вся информация, связанная с организацией системной работы, т.е. с вовлечением всех служб. Также прорабатывается информация, связанная с изменениями системы в организации, необходимыми для распространения философии TPM и вовлечения всех в повышение эффективности работы оборудования. Затрагиваются вопросы изменения системы обучения персонала, вовлечение вспомогательных служб, а также культурные особенности, связанные с изменением привычек и парадигм в области обслуживания оборудования. Информация, изложенная здесь необходима для перехода от получения единичных и кратковременных результатов к постоянной системной работе по повышению эффективности обслуживания оборудования.
Переняв инструменты и примеры из настоящей книги, вы непременно получите быстрые и ощутимые результаты. Однако следует понимать, что выстраивание системы, которая будет осуществлять постоянную работу в направлении TPM (повышения эффективности работы оборудования), в долгосрочной перспективе даст на много большие результаты. Не пренебрегайте принципами и советами, результат которых вы не можете увидеть незамедлительно. В будущем они принесут вам на много большую пользу.
Удачи вам в освоении тонкостей Всеобщего обслуживания оборудования!
Что такое TPM?
К сожалению, невозможно просто ответить на такой глубокий вопрос, даже выделив ему отдельный раздел книги. Тем не менее, мы попробуем это сделать, чтобы сформировать первичное представление о TPM у тех, кто впервые столкнулся с этой аббревиатурой.
Сам вопрос «что такое TPM?» можно сравнить с вопросами «что такое Бережливое производство?» или «что такое жизнь?», т.к. ответ определением из словаря, не просто не даст ни малейшего представления, а даже вызовет отвращение.
Например, если бы я не занимался Бережливым производством, и спросил у кого-нибудь, что это такое, меня вряд ли устроил бы ответ в виде определения из ГОСТа. Более того, я бы счёл, что это какая-то заумная чушь, не достойная моего внимания.
Разумеется, на самом деле я так не считаю, однако, чтобы избежать неправильного представления или негативного восприятия, я старюсь не отвечать в двух словах на столь сложные вопросы.
В настоящем разделе мы дадим определение и поясним общие направления работ в TPM. Основные подходы к работе с оборудованием (к эксплуатации, ремонту, оценке эффективности и прочему) подробно описываются далее в отдельных разделах книги. Первая часть книги формирует основное понимание философии TPM: принципов и подходов, последующие же части уже дополняют недостающие моменты.
Термин TPM встречается во всей книге. TPM — Total Productive Maintenance, что переводится на русский язык, как Всеобщее обслуживание оборудования.
Этот термин уже устоялся в нашей стране и практически не имеет иного перевода. Именно поэтому в настоящей книге термин TPM и Всеобщее обслуживание оборудования употребляются как синонимы. Используются оба термина в зависимости от ситуации. В различной литературе, в статьях и журналах можно встретить такие определения, как Автономное обслуживание оборудования и планово-предупредительное обслуживание оборудования. Часто их отождествляют с понятием TPM, что совершенно не верно. Автономное обслуживание оборудования, так же и планово-предупредительное обслуживание (в настоящей книге — Профессиональное обслуживание) — это всего лишь два из восьми направлений развёртывания TPM.
В разных источниках информации приводятся разные определения TPM, они не объясняют, что это такое, либо описывают лишь отдельные стороны TPM. Тем не менее, приведём наиболее полные из них.
TPM — это философия управления оборудованием, направленная на повышение эффективности компании путём повышения эффективности работы оборудования.
TPM — это система направленная на повышение производительности оборудования, посредством правильного обслуживания и исключения всех видов потерь в работе оборудования.
Применение метода TPM особо актуально в организациях, применяющих достаточно сложное, ответственное, а также устаревшее (морально и физически) оборудование. Именно там больше всего возможностей для получения быстрого и большого эффекта. С другой стороны, в новых производствах и на новом оборудовании, применение подходов TPM необходимо никак ни меньше, чтобы максимально сохранить эффективную работу оборудования.
Отметим ещё несколько особенностей TPM:
· TPM– часть lean и Бережливого производства.
Не смотря на наличие большого количества собственных инструментов и подходов (применимых только в отношении к оборудованию), TPM является частью lean, одним из направлений совершенствования. Общие принципы lean справедливы в любых процессах, в том числе и при обслуживании и эксплуатации оборудования. Философия TPM ничем не противоречит, а наоборот, гармонично дополняет философию lean.
· Всеобщее вовлечение персонала.
Уже из слова «всеобщее» понятно, что каждый работник компании, кто, так или иначе, может повлиять на эффективность работы оборудования, вовлекается в работу. Работа предполагает вовлечение всего персонала. В первую очередь — это ремонтный и производственный (эксплуатирующий) персонал, а также соответствующие руководители. Их работа непосредственно связана с оборудованием.
Но кроме этого в TPM вовлечены и другие службы: технологическая, служба качества, конструкторская и т. п. Все, так или иначе, могут повлиять на эффективность работы оборудования и внести свой вклад в повышение его эффективности. Для устранения простоев оборудования TPM требует участия руководителей всех уровней управления. Основной акцент в работе направляется на предотвращение проблем, которое осуществляет производственный и ремонтный персонал. Об этом мы подробней расскажем в последнем разделе: «Системное развёртывание TPM».
· TPM предполагает разделение ответственности.
Во-первых, между ремонтным и производственным персоналом. Одна из задач — формирование отношений как в современных хороших автосервисах: водитель сам заботится о своём автомобиле, а ремонтный персонал быстро и качественно проводит техническое обслуживание. Он не заинтересован, чтобы водитель часто к нему заезжал. Такое же разделение ответственности предполагается и среди прочих служб компании.
· Работа на предупреждение, а не на исправление.
Не смотря на обширный набор инструментов и подходов, направленных на повышение эффективности работы оборудования, в основе TPM лежит принцип предупреждения. Не секрет, что лучше предсказать и предотвратить поломку или неисправность, чем потом героически с ней бороться. На этом принципе основана большая часть подходов и инструментов TPM.
· Организация рабочих мест (система 5S) — основа улучшений.
Не зря все преобразования, в соответствии с классическими теориями развития Бережливого производства, начинаются с организации рабочих мест. Это основное условие для начала развёртывания TPM. О методе организации рабочих мест подробно написано в книге «5S. Организация рабочих мест». Там вы найдёте и пошаговые методики, и конкретные решения, и множество примеров. Рациональная организация рабочих мест позволяет устранить основные потери на рабочих местах, в том числе и на оборудовании. Она позволяет стабилизировать процессы. Более стабильным и предсказуемым становится качество и производительность, что позволяет дальше реализовывать улучшения. Самое важное, что организация рабочих мест вовлекает и заинтересовывает персонал. Поэтому 5S называют фундаментом для совершенствования.
· TPM — это философия.
Система предполагает формирование новой культуры в организации: бережливой культуры. В ходе развёртывания TPM формируется бережливое отношение к оборудованию, меняются подходы к его обслуживанию и ремонту. В центр ставится оборудование, т.к. именно оно создаёт ценность для Заказчика, т.к. именно благодаря ему производится продукт, компания получает деньги и имеет возможность развиваться.
Приведённый перечень особенностей TPM далеко нельзя назвать исчерпывающим. Здесь приведены лишь основы, которые необходимы для того, чтобы продолжить изучать подходы и философию TPM. Читая далее настоящую книгу, мы поможем вам взглянуть с разных точек зрения на процессы, связанные с работой оборудования. Это поможет вам сформировать более глубокое представление о подходах и принципах Всеобщего обслуживания оборудования. На них основаны все методы и инструменты, которые описываются в дальнейших разделах.
Какие потери можно встретить в работе оборудования?
В настоящем разделе мы приведём наиболее широкую классификацию потерь, которые можно встретить в работе любого оборудования. Разумеется, для каждого отдельного оборудования будут характерны определённые собственные потери. Однако, так или иначе, о каких бы видах оборудования не шла речь, всегда можно выявить потери, относящиеся к тому или иному виду приведённой классификации.
Для тех, кто не знаком с базовыми понятиями Бережливого производства, сделаем краткое отступление и объясним, что такое потери. С точки зрения классических понятий, потери — это все действия, не добавляющие ценности, на которые затрачиваются ресурсы. Это действия, за которые Заказчик (конечный потребитель) не готов платить деньги. Если поставить себя на место Заказчика, то можно понять, что его интересует только быстрое получение готового продукта с минимальными затратами (по минимальной цене). Это означает, что он готов платить только за те операции. Или за тот момент времени, когда продукт видоизменяется и приобретает свойства, формы, качество, конфигурацию и т.д., нужную Заказчику.
Например, когда продукт обрабатывается на оборудовании — это ценность. А когда он ждёт переналадки, устранения неисправности или прихода оператора — это всё потери. Заказчик не желает платить за это время.
Разумеется, вы скажете, что Заказчик, так или иначе, платит за всю работу. И вы будете правы. Когда мы рассуждаем категориями ценность — потеря, мы не говорим о структуре себестоимости и ценообразовании. Нам нужно поставить себя на место Заказчика (абстрактного персонажа) и подумать, что с его точки зрения ему нужно от продукта. Поняв это, мы можем увидеть всё лишнее, что существует в процессе производства продукта. Только после этого мы можем попытаться максимально сократить всё лишнее.
В принятой классификации выделяют 7 видов потерь: перепроизводство, излишние запасы, транспортировку, перемещения, ожидание, излишнюю обработку, дефекты и переделки. Мы не будем разбирать каждый вид подробно. Если вам интересно, вы можете обратиться к статьям на сайте leanbase.ru. Остановимся на особой классификации потерь, которые можно выявить в работе оборудования. Уже из определения понятий «ценность» и «потеря» становится ясно, что всё, что задерживает обработку или изготовление продукта на оборудовании, будет являться потерей. Далее вы это увидите.
Применительно к работе оборудования, по разным классификациям различают от 6 до 16-и видов потерь. Мы рассмотрим самую широкую и подробную классификацию, чтобы охватить все нюансы работы оборудования.
Прежде чем перейти, непосредственно к классификации, нам нужно понимать её важность в процессе улучшения оборудования и в развёртывании системы TPM в целом. Знание основных видов потерь позволяет в первую очередь сконцентрировать внимание на их поиск и устранение. В общепринятом понимании основная потеря на оборудовании — это поломка и дальнейший простой оборудования. Это означает, что основной фокус работ направлен на устранение и исключение поломок. Это хорошо, однако, кроме поломок существует ещё как минимум 15 направлений работ, над которыми можно поразмышлять и получить результаты. Знание и понимание приведённой классификации расширяет взгляд на проблему эффективной работы оборудования. Именно поэтому, данная информация приводится в самом начале книги. Для того чтобы успешно развёртывать систему TPM, нужно в первую очередь осознать все потери, существующие в работе оборудования в настоящее время. С другой стороны, так как мы говорим о развёртывании системы TPM, приведённая классификация помогает более равномерно распределить работу по устранению тех или иных потерь. Например, разные ответственные руководители или разные службы могут оказывать влияние на различные потери, поэтому логично, если они будут заниматься их устранением.

Принципиально приведённую классификацию из 16-и видов потерь можно разделить на три части:
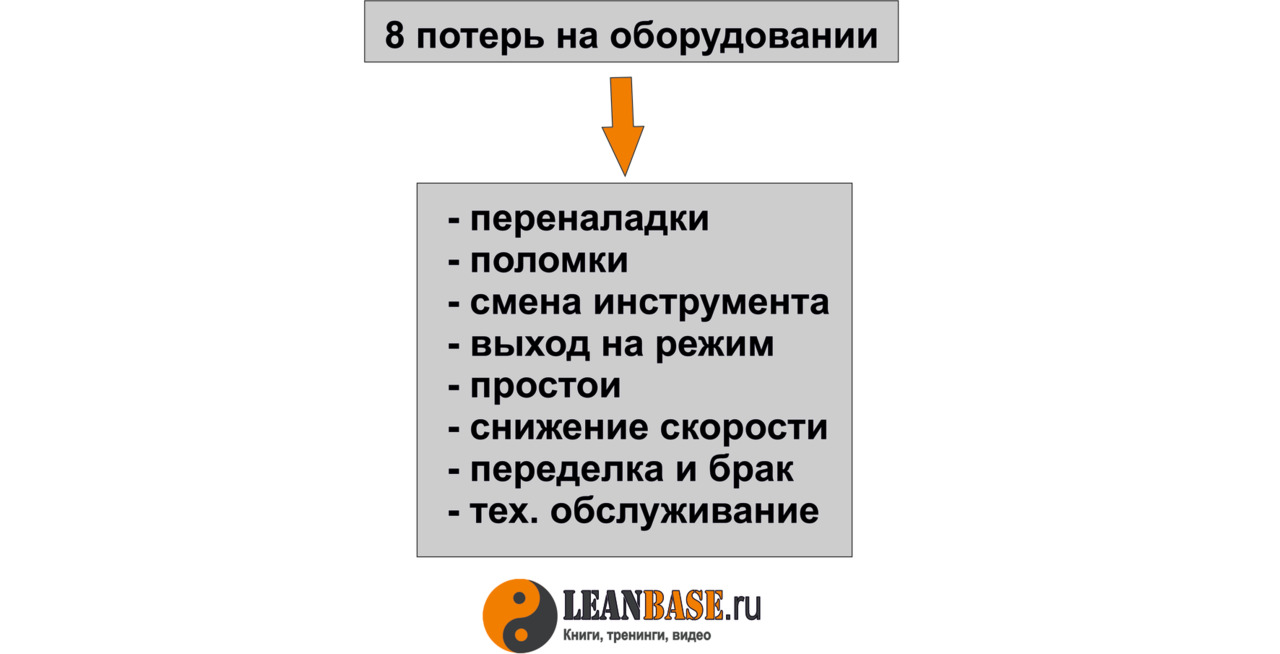
· 8 классических видов потерь в работе оборудования — это те потери, которые видны сразу. Как правило, их не надо долго объяснять, они просты и понятны. Их можно увидеть и побороть.
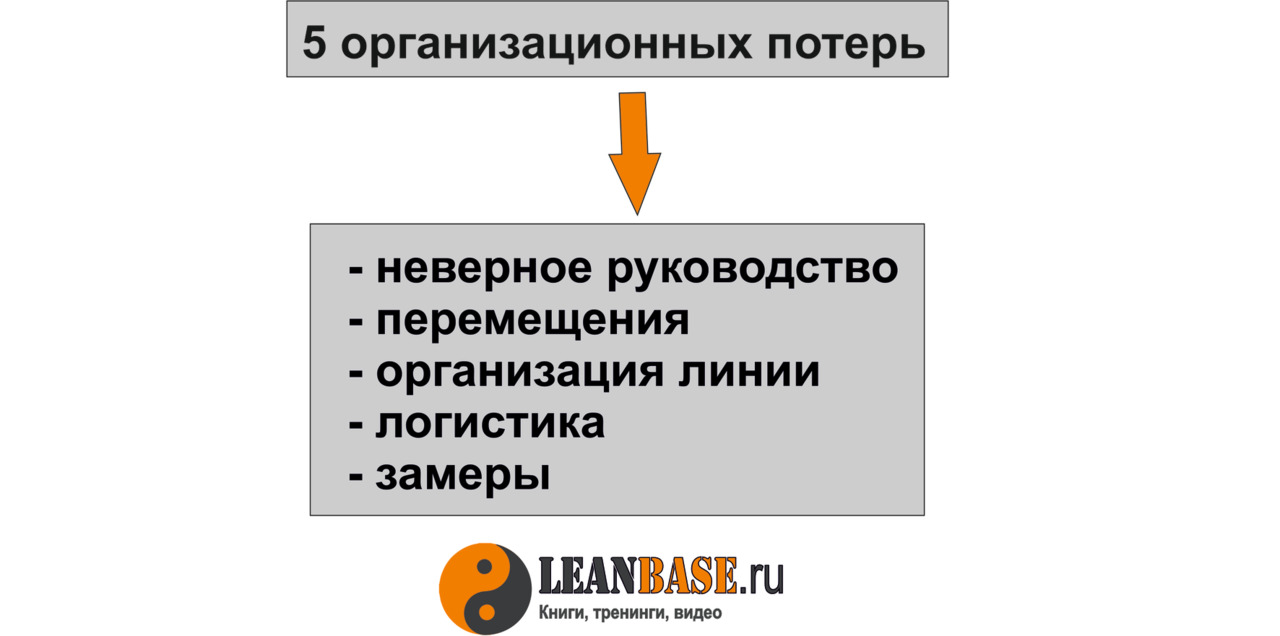
· 5 организационных потерь на оборудовании — менее доступны для привычного взгляда, поэтому рекомендуем изучить их более подробно. Эти потери сложнее заметить, но они оказывают ничуть не меньше влияния на эффективность работы оборудования.
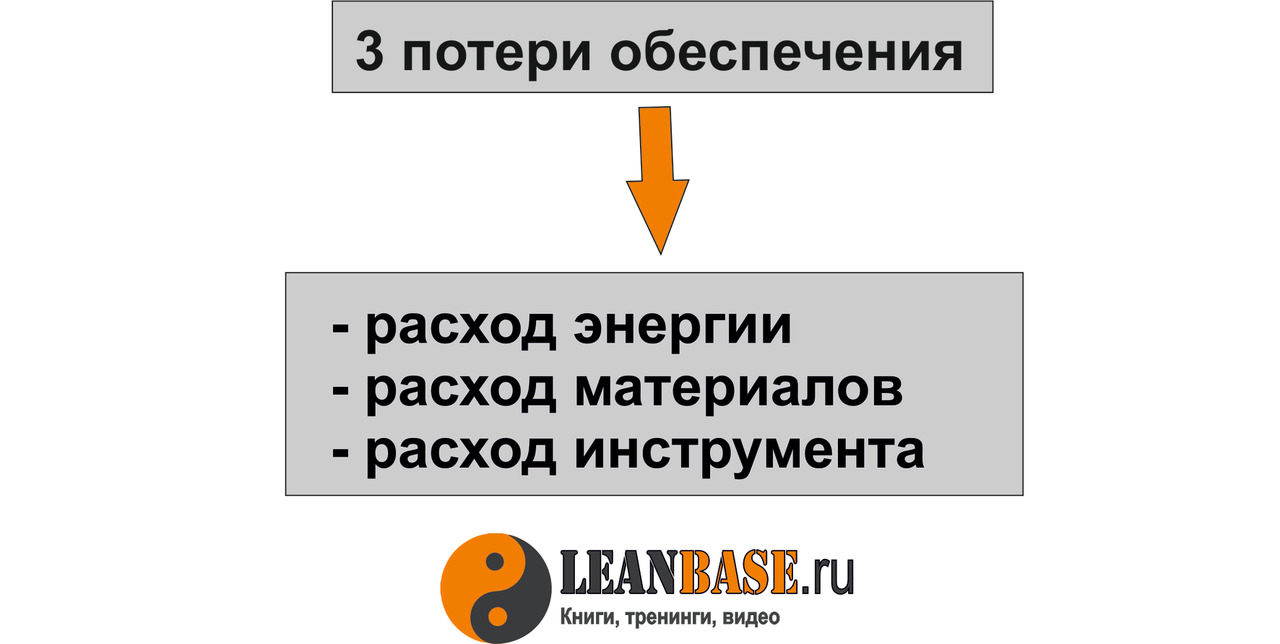
· 3 потери обеспечения — потери по определению, т.к. они предполагают затраты реальных ресурсов без добавления ценности продукту. Это ещё более скрытые потери, на которые, как правило, не обращают должного внимания.
Рассмотрим их подробней, начиная с простых и понятных 8-и классических видов потерь. Как вы можете увидеть, каждый вид потерь останавливает или замедляет работу оборудования, т.е. прекращает видоизменение продукта, тем самым снижает долю времени создания ценности. Идеальный вариант эффективной работы любого оборудования — безостановочная работа с максимальной скоростью и ритмичной выдачей только годного продукта. От этого идеального варианта и отталкиваются классические 8 видов потерь на оборудовании. Каждый из видов потерь тем или иным образом нарушает эту идеальную картину.
1. Потери из-за переналадки оборудования (переналадка).
Это потери, связанные с затратами времени на переналадку оборудования при изменении вида выпускаемой продукции. Обратимся к определению. Время переналадки — это промежуток времени с момента окончания изготовления изделия «А» и выходом первого годного изделия «В».
Из определения становится ясно, что потеря переналадки включает в себя не только само время съёма старой и установки новой оснастки. Переналадка включает в себя время подготовки к замене оснастки (например, остывание, слив жидкостей, сброс давления и т.д.), а также запуск процесса производства после замены оснастки (например, проверочные циклы, нагрев, набор жидкости или давления и т.д.). Понимание определения переналадки позволяет более широко взглянуть на её составляющие и принять более результативные решения при её сокращении.
В большинстве случаев, переналадка влечёт за собой необходимость демонтажа элементов оборудования, предназначенных для выпуска предшествующего вида продукции, осмотра, чистки и смазки машин и механизмов, поверки контрольно-измерительных приборов, монтажа оборудования, необходимого для выпуска нового вида продукции и многие другие действия над оборудованием. Всё перечисленное не интересует Заказчика. Он не готов платить за это деньги. Т.к. продукт в это время не производится и не обрабатывается, а просто находится в ожидании.
Для борьбы с таким распространённым видом потерь, как переналадка существует достаточно эффективный метод, под названием SMED (single minute exchange of die), который переводится на русский язык, просто как Быстрая переналадка. Применение этого метода часто относится к теории TPM, т.е. является его частью. Однако набор приёмов и инструментов Быстрой переналадки настолько велик, что в настоящей книге мы его не касаемся. Метод подробно изложен в отдельной книге, под названием «SMED. Методика быстрой переналадки», 2016 год. Там вы найдёте информацию не только о последовательности применения метода, но и о методах организации системной работы, познакомитесь с рядом примеров и решений, связанных со снижением продолжительности переналадки.
К данному виду потерь также относят наладку оборудования. В отличие от переналадки, наладка не предполагает изменение вида производимой продукции, однако она останавливает оборудование. Как правило, к наладке относят регулировку определённых параметров (оснастки, инструмента, положения продукта и т.д.), выполняемые для обеспечения соответствия определённым требованиям (для избегания брака или поломки оборудования).
2. Потери, вызванные поломками машин и механизмов (поломки).
Эти потери, обусловленные нарушениями функционирования оборудования, ведущими к уменьшению количества произведенной продукции и увеличению затрат времени на его ремонт и техническое обслуживание. Далее мы подробнее остановимся на понятии поломка, простой и неисправность, определив их принципиальные различия. Пока, в традиционном понимании, это наиболее распространённый и понятный вид потерь. Оборудование сломалось, оно стоит, а значит, продукт не производится и не обрабатывается.
Стоит отметить, что число выявленных поломок оборудования в результате развёртывания системы TPM, как правило, возрастает. Это связано с более пристальным наблюдением за оборудованием, работе по мониторингу его состояния, с более широким взглядом на эффективность работы оборудования, пониманием скрытых потерь, снижающих его эффективность.
В данную категорию потерь входят различные виды поломок, в том числе следующие:
• поломки, сопровождающиеся потерей функциональности оборудования, для устранения которых требуется полная остановка оборудования или линии;
• поломки, устранение которых осуществляется путём замены деталей или узлов;
• поломки, для устранения которых требуется переналадка оборудования (например, необходимо снять на время оснастку).
Полное исключение поломок требует реализации широкого спектра мероприятий, которые описаны в разных частях настоящей книги. Так, например, автономное и профессиональное обслуживание предлагают ряд подходов, направленных на быстрое выявление неисправностей, организацию быстрого реагирования и быстрого устранения поломок (быстрого ремонта), организацию системы профилактических работ (ППР и ТО) и многое другое.
Далее мы разберём все составляющие простоя из-за поломок оборудования, однако уже сейчас следует понимать, что потери, вызванные поломками — это широкий промежуток времени, который включает в себя не только время устранения поломки, но и время реакции, подготовки, диагностики, а также время запуска оборудования.
3. Потери из-за замены режущего инструмента (смена инструмента).
Это потери, связанные с необходимостью замены лезвий, резцов, дисковых пил и других режущих рабочих органов. Не секрет, что материал, из которого они сделаны, со временем приходит в негодность (изнашивается) и, так или иначе, замены неизбежны. Несвоевременная замена может негативно отразиться на качестве выпускаемой продукции, или даже вызвать поломку оборудования. Если сравнивать последние виды потерь, то замена инструмента, конечно же, стоит гораздо дешевле, чем, например, производство, исправление или утилизация брака и повторное производство продукта. То же самое и с поломкой: инструмент всё равно придётся менять, однако потеря времени на устранение поломки добавит дополнительных затрат.
Для устранения данного вида потерь, как правило, прибегают к использованию сплавов повышенной твёрдости при изготовлении режущего инструмента и улучшают условия его работы. Это может быть снижение вибрации, установление оптимальной скорости резки или обработки продукта и прочие технологические меры. Кроме того, для устранения этого вида потерь, прибегают к оптимизации процесса замены, применяя принципы Быстрой переналадки, только уже не к замене оснастки, а к замене инструмента. Дополнительно, стараются перенести процесс замены на время обедов, перерывов, планируемых простоев и т. д. Тем самым накладывают этот вид потерь на другие неизбежные потери, избегая дополнительных остановок оборудования.
4. Потери при запуске оборудования (выход на режим).
Это незаметные на первый взгляд потери, которые связаны с затратами времени на первоначальный пуск оборудования, а также потери из-за выпуска дефектной продукции на не налаженном и не настроенном оборудовании. Как правило, эти потери возникают в начале рабочей смены, при запуске оборудования после выходных и праздничных дней.
Аналогичные потери часто можно встретить в процессе переналадки, когда после смены оснастки приходится настраивать оборудование, выходить на требуемый режим (требуемое качество и производительность). Однако в таком случае, в соответствии с определением понятия «переналадка», эти потери относятся к самому процессу переналадки. Помните, что время переналадки заканчивается с момента появления первого годного изделия следующего наименования.
Потери выхода на режим наблюдаются также при пуске оборудования после капитального ремонта или остановки на техническое обслуживание, после праздников, а также сменных и обеденных перерывов. Некоторое оборудование имеет технологические и конструкторские особенности, которые уже предполагают наличие этого вида потерь.
Самый простой и наглядный пример — это любые печи, будь то печи для термической обработки, для плавки, для сушки и т. п. Так или иначе, чтобы выйти на рабочий режим, т.е. на нужную скорость и качество, печи необходимо прогреть до определённой температур после запуска. Где-то это можно сделать за несколько минут, а где-то на это требуется дюжина часов.
Как бы там ни было, всё это время является потерей по определению, т.к. продукт не видоизменяется, а находится в ожидании готовности оборудования.
5. Потери из-за кратковременной остановки оборудования и его работы на холостом ходу (простои).
Простои, наряду с поломками (вид №2) — самый известный вид потерь на оборудовании. В большинстве компаний, простои являются единственным видом потерь, с которым пытаются усиленно бороться. Этот вид потерь считают, анализируют динамику изменений, разрабатывают мероприятия по их сокращению. Существуют ответственные руководители — представители ремонтных служб, которые непосредственно занимаются устранением простоев. Если некоторые из предыдущих видов потерь часто притягивают к категории «неизбежных» по технологическим или конструкторским причинам, что позволяет со спокойной совестью не бороться с ними, то с простоями так сделать не получится. Они видны всем, и они напрямую отражаются на результате компании. Именно поэтому с ними и борются.
Простои, как правило, обусловлены затратами времени на временную остановку оборудования для регулировки, наладки и мелкого ремонта. Простои могут происходить по организационным, логистическим, техническим и технологическим причинам (например, снова надо остановиться и что-то охладить). Это могут быть остановки на несколько секунд, а могут быть и достаточно длительные остановки. Сюда же относится работа на холостом ходу, т.е. оборудование как таковое не останавливается, однако, останавливается поток производства определённого продукта. В отличие от поломок кратковременные остановки оборудования и его работа на холостом ходу вызваны временными причинами. Например, неправильным расположением деталей на транспортере или обнаружением дефектных изделий, необходимостью наладить работу оборудования для исключения рисков появления некачественного продукта и т. п. Причин может быть очень много. Как правило, в данный вид потерь входят все причины простоев оборудования, не вошедшие в другие виды приведённой классификации.
Такие причины, как обеденный и регламентированный перерыв также часто относят к этой категории.
Для устранения этого вида потерь сначала проводится анализ их причин, а затем реализуются отдельные улучшения.
Отметим ещё одну особенность небольших остановок оборудования, которую необходимо понимать, устраняя потери. Небольшие (секундные) остановки оборудования могут вызывать появление иных видов потерь, например, дефектов или потери времени на выход на заданный режим. Последний случай особенно характерен для крупных линий.
В моей практике был интересный пример. Работая со старыми формовочными линиями для изготовления форм, в которые заливался расплавленный металл, была замечена интересная особенность. При наблюдении за формовочной линией, каждую смену выявлялось от 40 до 200 её микро-остановок. Из-за запаздывания одного из десятков механизмов, линия просто сбрасывала скорость, останавливаясь почти на секунду, и снова продолжала движение. Она не простаивала в традиционном понимании. Однако, казалось-бы простые математические расчёты всех учтённых простоев, скорости и изготовленных форм (годных и бракованных) никогда не сходились, всегда терялось время. Это время терялось на разгон линии и на выход на заданную скорость. Каждая остановка, продолжительностью меньше секунды давала потерь времени примерно в 30 секунд. Представляете?! Это было связано с тем, что продолжительность формовочной линии составляла более 200 метров, а суммарный вес движущихся частей (колёсных пар, платформ, опок с формовочной смесью и залитым металлом) превышала 200 тонн. Таким образом, незаметные на первый взгляд микро-остановки существенно снижали производительность оборудования. В данной классификации их можно отнести именно к простоям.
6. Потери производительности (снижение скорости).
Данные потери обусловлены разницей между запланированной в проекте или паспорте оборудования производительностью и реальной производительностью оборудования. Кроме того, они могут быть определены как разница между максимально возможным и реальным числом выпущенных изделий за единицу времени.
Если объяснять простыми словами, каждый вид оборудования имеет паспортную производительность, которая в большинстве случаев является для него максимальной. Со временем, любое оборудование устаревает, комплектуется не оригинальными запасными частями, изменяется под определённые требования к продукту, сырью и материалам и т. д. Всё меняется и со временем можно заметить, что скорость того или иного оборудования снижается. Это происходит тем быстрее, чем меньше внимания уделяется обслуживанию оборудования.
И мы можем увидеть, что, например, вместо 400 изделий в смену мы получаем 369, при отсутствии простоев или других объясняющих это причин. Если посмотреть на работу оборудования внимательней, понаблюдать и прохронометрировать, то можно увидеть, что одно изделие выходит не каждые 60 секунд, а каждые 65. Это означает, что оборудование работает не с максимальной (паспортной) производительностью, а с более низкой. Получается, что при 400 минутах работы в смену вместо 400 изделий (по одному каждую минуту) производится 400х60/65 = 369 изделий. То есть на 31 изделие меньше или 31 минута в смену тратится на пониженную производительность. И это при разнице в цикле изготовления всего в 5 секунд. В месяц 31 минута при двухсменной работе превращается в 22х2х31=1364 минуты или в 22,7 часа, или почти в 3 напрасно отработанные смены. И всё это потому, что скорость работы оборудования ниже, чем должна быть изначально.
При расчёте величины этой потери, лучше всегда сравнивать фактическое значение с паспортной или максимальной производительностью (если она больше паспортной). Часто существует соблазн узаконить документально пониженную производительность оборудования и не заниматься устранением этого вида потерь. Это самое простое решение для тех, кто не желает повышать эффективность работы оборудования. Вредная парадигма, которую часто можно встретить на Российских предприятиях, проявляется в таких выражениях, как «оборудование не может работать быстрее», «нужно новое оборудование, это ремонтировать бесполезно», «мы посчитали максимальную производительность оборудования, она равна 50% паспортной» и т. д. Если у вас, или у ваших подчинённых есть какая-либо подобная вредная парадигма, постарайтесь как можно быстрее от неё избавиться. Никогда не сравнивайте фактическое значение производительности с установленным вами или ремонтной службой нормативом, только с тем, что написано в паспорте. Если нет паспорта, определите максимальное значение производительности на основание практического опыта и экспериментов.
Устранение потерь производительности представляет собой основное направление повышения коэффициента общей эффективности оборудования и увеличения интенсивности производства. Далее мы не раз подробно остановимся на этой теме.
7. Потери из-за дефектов и необходимости доработки продукции (переделки и брак).
Очевидный и известный вид потерь, который представляет собой потерю ресурсов для устранения дефектов и доработки некондиционной продукции, в частности затратами времени на выполнение этих работ. Если оборудование производит бракованную продукцию (окончательный брак), то очевидные затраты здесь на сырьё и материалы, на оплату времени работы этой и предыдущих операций. Кроме того, это дополнительные затраты на констатацию факта брака и его утилизацию. Если речь идёт о дорабатываемом браке, то помимо дополнительных трудозатрат по доработке, поток движения продукта обрывается, и время исполнения заказа существенно увеличивается.
Проводя аналогию с предыдущим примером, если в смену выпущено 400 изделий, из которых 40 изделий бракованных (10%), то получается, что 40 минут в смену потрачено на производство брака. А это 22х2х40=1760 минут, или 29,3 часа в месяц, что примерно составляет 3,6 смены.
Если говорить о сравнительной стоимости этой потери, то в подавляющем большинстве случаев дешевле остановить оборудования для устранения неисправности, чем производить брак и потом его дорабатывать.
На практике, устраняя потери, часто приходится выбирать между несколькими видами наименее вредный и наименее дорогостоящий вид.
Например, в данном примере, брак стоит 3,6 смены в месяц и если даже устранение причин брака займёт несколько часов, то предприятие всё равно выигрывает в долгосрочной перспективе.
8. Потери из-за запланированных остановок оборудования.
Запланированные остановки могут быть вызваны необходимостью планового технологического обслуживания оборудования, для подготовки к плановому ремонту. Ключевое значение здесь играет слово «плановый», т.к. если оборудование вышло из строя в результате поломки — это уже другой вид потерь в нашей классификации. Здесь мы сами планируем остановку оборудования для его обслуживания и текущего ремонта, до того, как оно сломается. Это хорошая современная практика, т.к. уже давно доказано, что проще и дешевле остановить оборудование на определённое время и провести техобслуживание, чем не останавливать и впоследствии иметь поломки, простаивая гораздо больше времени и тратя на много большие ресурсы на их устранение.
Поэтому этот вид потерь принципиально неустраним полностью, поскольку любое оборудование требует технического обслуживания, однако он безболезненней для производства и гораздо дешевле, чем потери из-за поломок.
Тем не менее, уменьшить потери времени из-за запланированных остановок оборудования всё-таки реально путем улучшения качества ремонта, повышения безопасности труда персонала, обеспечения надёжности функционирования машин, путём выявления текущих неисправностей и работе с ними и применяя многие другие подходы, о которых мы подробно будем рассказывать в разделах Автономное и Профессиональное обслуживание.
9. Потери из-за недостатков менеджмента.
По-другому потерю называют «неверное руководство». Подобные потери вызваны принятием неправильных или несвоевременных решений по управлению производством. Другими словами, для того, чтобы оборудование работало максимально эффективно, нужно эффективно им управлять, принимая правильные решения. Умелое управление заключается в том, чтобы накладывать неизбежные потери в один временной промежуток.
Например, во время технического обслуживания проводить обед и переналадку. В том, чтобы понимать влияние принимаемых решений. Например, что переналадка занимает Х часов времени. В том, чтобы организовывать работу вспомогательных и смежных служб так, чтобы максимально сократить потери на оборудовании, которое создаёт ценность.
Например, своевременный подвоз материалов, запасных частей, наличие нужного количества ремонтного персонала для выполнения планового обслуживания и т. п. От качества принятых руководством решений зависит не только эффективность работы оборудования, но и в целом эффективность работы компании.
10. Потери из-за низкого уровня автоматизации производства.
Этот вид потерь по-другому называют перемещением. В большинстве случаев, работа оборудования не обходится без участия оператора. Оператор устанавливает изделие, снимает его, следит за определёнными параметрами, настраивает и налаживает оборудование. Даже прибегая к принципу многостаночного обслуживания и при работе в производственной ячейке, оператор всё равно тратит достаточно времени на перемещения. В соответствии с принципами организации многостаночного обслуживания, оператор должен перемещаться во время автоматической работы оборудования. Однако, на практике, всё не так просто. В случаях с низким уровнем автоматизации, оборудование (соответственно и продукт) может простаивать в то время, пока оператор перемещается вокруг станков. Перемещения влекут за собой потери человеческих ресурсов и это плохо. Но хуже, когда останавливается поток создания ценности и продукт ожидает возвращения оператора. Это и есть организационные потери, связанные с перемещениями. Такого рода потери устраняются с помощью анализа и рациональной организацией рабочих мест, и рациональной организацией последовательности выполнения работ. Часто прибегают к внедрению автоматизированных систем, нового автоматического оборудования, автоматизации установки и съёма изделий и прочего рода автоматизации.
11. Потери из-за недостатков в организации работы производства (организация линии или потока).
Эти потери связаны со временем ожидания, а также потерями вследствие несогласованной работы оборудования. Представьте технологическую цепочку изготовления какого-либо продукта. Продукт последовательно переходит от оборудования к оборудованию, от операции к операции. Что происходит, если два оборудования, находящиеся друг за другом в технологической цепочке, работают с разной производительностью (с разным временем цикла)?
Например, если второй станок изготавливает продукцию быстрее, чем первый (предыдущий), то он постоянно будет постоянно его ждать. Точнее, он будет ожидать от него незавершённый продукт для своей операции.
Это и есть суть данного вида потерь. Когда существует поток, в нём всегда существуют узкие места и определённая доля несинхронности, из-за чего кто-то будет вынужден ждать, а кто-то производить больше, чем нужно, а потом ждать. Так или иначе, всё это потери, связанные с недостатками организации производства. Очень сложно выстроить поистине синхронный и выровненный поток, однако к этому можно стремиться. Чтобы максимально исключить этот вид потерь, стараются сократить разрывы потока, выровнять время цикла работы оборудования (например, добавив дополнительные единицы оборудования или регулируя скорость), иногда загрузку оборудования выравнивают определённым количеством запасов. Решения могут быть индивидуальны для каждого конкретного потока.
12. Потери из-за нерациональной работы транспорта (логистика).
Тот вид потерь связан с недостатками в организации транспортной системы предприятия: не оптимальными логистическими путями, не рациональными рабочими местами (местами подвоза материалов, комплектующих и т.д.), а также не эффективной коммуникацией в процессе перемещений продукта. Эта проблема особо актуальна на предприятиях, где в работе находится одновременно большое количество изделий разной номенклатуры, или их отдельных составных частей (много материалов, заготовок и т.д.). Суть потери — это ожидание подвоза заготовки, комплектующего или изделия с предыдущей операции. В это время оборудование простаивает и не добавляет ценности продукту. Потеря может быть связана также с низкой скоростью выполнения погрузочно-разгрузочных работ или с недостатком транспортных ресурсов, а также большим количеством таких потерь, как перемещением персонала и т. д. Данный вид потерь относится к организационным потерям, т.к. он устраняется путём оптимизации рабочих мест и логистических потоков.
13. Потери из-за недостатков производственного мониторинга (замеры).
Этот вид потерь представляет собой совокупность всех возможных недостатков производственного мониторинга. Самое распространённое проявление этой потери — это частые замеры изделия в процессе его производства. Как известно, замер не добавляет ценности продукту, однако, часто процесс производства останавливается для проведения того или иного замера. К недостаткам производственного мониторинга можно отнести любые остановки процесса производства для мониторинга процесса производства.
Например, если оператор периодически останавливает оборудование, чтобы открыть кожух и посмотреть на обрабатываемую деталь. Например, когда для визуального осмотра продукта открывается сушило, в результате чего падает температура и увеличивается цикл сушки.
Например, когда оборудование временно останавливается для того, чтобы выполнить анализ продукта и принять решение о дальнейшей его работе.
Примеров может быть масса, суть же заключается в том, что оборудование всегда останавливается, а причина связана с подтверждением свойств и качеств продукта (с мониторингом) для предотвращения появления дефекта.
14. Потери энергии.
Эти потери объединяют потери разных видов энергии или энергоносителей, например, электрической энергии, топлива, пара, горячего воздуха или воды. Поскольку стоимость электрической энергии, топлива и других видов энергоносителей часто составляет значительную часть общих издержек, компании заинтересованы в сокращении потерь энергии. Даже если большинство крупных источников потерь данного вида устранены, имеется резерв дальнейших улучшений за счет сокращения малых потерь энергии.
Например, в случае гидравлического оборудования это касается выбора оптимального давления рабочей жидкости в поршнях и времени нахождения оборудования под нагрузкой. Чем выше оба показателя, тем больше затрат энергии в гидравлической системе.
То же самое относится и к выбору оптимальных режимов работы практически любого оборудования (плавка, сушка, резка и т.д.). Часто простые мероприятия по устранению мелких неисправностей дают неплохие результаты. Это может быть устранение утечек сжатого воздуха в системе, устранение потерь тепла, потерь мощности электрической цепи и т. п.
15. Потери готовой продукции и материалов.
Эти потери определяются по разности массы исходного сырья и готовой продукции. Потери этого вида возрастают при увеличении доли отходов, при несовершенстве производственных технологий, неисправности режущего оборудования. Эти потери могут быть также связаны с попаданием в готовую продукцию инородных включений, что ведёт к занижению доли полезного продукта. По сути, это недополученное количество продукта из определённого объёма сырья.
Например, из деревянного кубика с гранью 100 мм. вы не нарежете ножовкой 8 кубиков с гранью ровно 50 мм., хотя математически это возможно. В процессе резки вы потеряете несколько миллиметров с каждого кубика. Чем грубее инструмент, которым вы будете это делать, тем больше будет потерь.
Абсолютно аналогично происходит и при обработке изделия на том или ином оборудовании. Применяя продвинутые технологии, передовой инструмент и подбирая оптимальные режимы, эти потери можно существенно сократить.
16. Потери из-за необходимости ремонта производственного инвентаря и инструмента.
Они зависят от затрат на производство инвентаря, обновление и ремонт, на замену изношенных деталей и инструмента. Чем чаще производится ремонт инвентаря, тем больше эти потери. Стоимость расходных материалов, смазочных масел иногда также учитывается при расчете величины потерь вследствие ремонта инвентаря. Чтобы оценить величину потери, рекомендуется представлять величину этих потерь в расчете на одно изделие. Самый распространённый пример данного вида потерь — это износ режущего инструмента, который может существенно отличаться по стоимости, стойкости и качеству.
Потери обеспечения, в частности, расход энергии, не видны неподготовленному человеку. Чтобы их увидеть, нужно провести определённую аналитическую работу. Часто на них просто не обращают внимания, т.к. эти потери, как и многие другие, ложатся в себестоимость продукта и остаются незамеченными даже для ремонтных служб. Иногда, проведя одну кампанию по устранению этих потерь, о них просто забывают. Разумеется, борьба с этими потерями не является первостепенной задачей при развёртывании Всеобщего обслуживания оборудования, однако снижая затраты, вы так или иначе доберётесь до них.
Понимание приведённой классификации потерь является фундаментальным знанием, которое необходимо нам не только для того, чтобы уметь распознать, выявлять и устранять потери, оно позволяет по-другому взглянуть на процессы работы, связанные с оборудованием. Следует понимать, что устранение потерь одного вида может означать перемещение потерь в другой вид. Вы должны уметь отличать полное устранение потерь и переход одного вида потерь в другой. Это не простая, но и не такая сложная задача. Главное здесь — понимать причинно-следственные связи, опутывающие работу вашего оборудования. Тогда вы сможете управлять потерями, постепенно переводя наиболее опасные, и дорогие из них в менее опасные и дешёвые потери, а затем полностью устранять их.
Приведённая классификация не предполагает заучивания, мы никогда не спрашиваем её наизусть даже когда готовим специалистов в области Всеобщего обслуживания оборудования. Более важно в приведённой классификации, понимать возможные влияния на конкретное оборудование внешних факторов (работы вспомогательных служб, предыдущих и последующих операций, планирования, организации работ и т.д.). Как вы могли заметить, большинство причин описанных потерь, связаны с внешним влиянием. Например, запланировали частые переналадки, не поставили вовремя комплектующие или запасные части, не вышел на работу слесарь и т. п. Понимание этих внешних обстоятельств даст вам серьёзное преимущество в процессе дальнейшего развёртывания системы Всеобщего обслуживания оборудования.
Последнее, чему учит приведённая классификация, это распознавать не только очевидные и общепринятые потери в работе оборудования, но и скрытые потери. Такие потери, как переналадка, поломка, смена инструмента, простой, брак или остановка на техобслуживание — достаточно очевидны, их легко заметить и к ним легко привыкнуть. С другой стороны, не каждый обратит внимание на такие потери, как выход на режим, снижение скорости работы, потери из-за перемещений, логистики, замеров или неорганизованного потока. И вряд ли кто-то задумается, что можно получить потери из-за недостатков менеджмента.
Основные понятия. Поломка и простой
В настоящем разделе мы рассмотрим основные понятия, которые повсеместно встречаются в настоящей книге и прочей литературе по теме повышения эффективности работы оборудования.
С самого начала данной книги мы употребляем такие понятия, как поломка, простой, неисправность и прочие специфические и схожие по смыслу понятия. К тому же, существуют отличия классических и общепринятых в России пониманий некоторых терминов с тем, что мы вкладываем в него, применительно к работе в системе TPM. Чтобы однозначно воспринимать материал настоящей книги, мы разберём основные понятия. Параллельно мы будем описывать некоторые подходы Всеобщего обслуживания оборудования.
Если смотреть на глобальные цели TPM, на которых подробнее мы остановимся позже, то можно сказать, что TPM предполагает повышение эффективности всей производственной системы предприятия. Это осуществляется за счет ликвидации всех потерь, препятствующих повышению эффективности, как работы человека, так и использования оборудования, энергии, сырья и инструментов. Другими словами, TPM охватывает практически все процессы предприятия, т.к. все, так или иначе, влияют на поток создания ценности, т.е. на производство продукта.
Согласно концепции TPM, главное препятствие эффективному использованию оборудования составляют два вида поломок: вызывающие останов оборудования и приводящие к отклонению от нормального хода работы и, как следствие, влекущие за собой брак или другие потери.
Поломка (от слова ломать, поломать) — это повреждение в оборудовании, вызвавшее его остановку или отклонение от нормального хода работы, влекущее определённые потери.
Для справедливости стоит отметить, что не все поломки, в соответствии с общим определением, приводят к остановке или браку. Например, сломанный бампер или разбитая фара в автомобиле позволяет ему ездить на такой же скорости. В настоящей книге, под определением поломка мы будем понимать только те поломки, которые вызывают остановку или потери в работе, вызванные отклонением от нормального хода работы.
Поломка — это «надводная часть айсберга», которая вырастает из совокупности скрытых дефектов. К таким дефектам можно отнести наличие пыли и грязи там, где их не должно быть. Налипание частиц материала и износ движущихся частей оборудования. Ослабление соединений, люфт, коррозия или деформация, трещины, вибрация и т. д.
Скрытые дефекты накапливаются, взаимно усиливая друг друга, в результате чего и происходит поломка. Таким образом, термин дефект, применительно к работе оборудования, а точнее, к рабочим частям оборудования, означает несоответствие определённой детали или узла в оборудовании нормативным (паспортным или исходным) параметрам.
Аналогично с общепринятым определением дефекта, применительно к продукту (несоответствие свойств, качеств и параметров требованиям Заказчика), можно определить понятие дефект и для оборудования. Это такое же несоответствие свойств, параметров и качеств, только уже не требованиям Заказчика, а нормативным требованиям. Как правило, в сопроводительной документации к современному оборудованию прописаны подробные указания о том, в каком состоянии должны находиться отдельные части и узлы, как за ними ухаживать и чего нельзя допускать. В настоящей книге, отклонения от этих указаний мы будем называть дефектом. Часто мы употребляем понятие скрытый дефект — это тот дефект, который мы не можем обнаружить сразу, который нам не виден. Например, чтобы обнаружить небольшую течь надо открыть кожух станка. Помните, что дефекты являются причинами возникновения поломок. Чем больше их будет, тем больше вероятность возникновения поломки.
В практике TPM различают две группы причин, по которым скрытым дефектам не уделяется должного внимания:
· Первая коренится в человеческой психологии.
Скрытые дефекты не воспринимаются глазом, на них не обращают внимания, их как бы не существует, а потому не осознается, что именно они являются причиной поломки.
· Вторая группа причин связана с самим оборудованием и установленным порядком его эксплуатации.
В частности, не принимаются меры по устранению явлений, порождающих скрытые дефекты (пыль, грязь т. п.). Оборудование нередко бывает спроектировано так, что скрытые дефекты либо невозможно обнаружить, поскольку все закрыто крышками и кожухами, либо это очень сложно сделать из-за трудного доступа. Например, трудно произвести чистку, смазку, затягивание болтов.
Появление скрытых дефектов означает ухудшение состояния оборудования, что обусловливает отклонение его работы от нормального состояния. Поэтому работа в направлении TPM предполагает выявление скрытых дефектов и приведения оборудования в нормальное состояние. Подробнее о том, как это делать мы поговорим далее.
Следующее понятие, сходное с понятием поломка — это понятие отказ. В отличие от первого, предполагающего физическое изменение одной из частей оборудования (от слова ломать, поломать), последнее понятие не предполагает наличие каких-либо причин. Оборудование отказалось работать, почему — не понятно. Это отказ. Причины отказов могут быть такими же, как у поломки, а могут быть иными.
Например, термин отказ может употребляться, когда причина остановки оборудования не ясна. Порвался ремень привода, и станок не заработал. С точки зрения оператора — это отказ, т.к. он не знает причины. Для ремонтника — это поломка, т.к. ему всё понятно. В данном случае эти понятия являются синонимами. Вот другой пример. Произошло короткое замыкание, и оборудование не запустилось. Теперь и для оператора и для ремонтника — это отказ, т.к. причина либо неизвестна, либо не связана с физическим изменением одной из частей оборудования.
Термин отказ употребляется по отношению к оборудованию. Третий термин, который употребляется в аналогичных ситуациях — неисправность. Это понятие уже употребляется применительно к ситуации, когда оборудование остановилось и предполагает первичную оценку: неисправность привода, неисправность электрической части и т. д. В отличие от понятий поломка и отказ, неисправность не приводит к остановке оборудования. Точнее она может привести к остановке. Но в настоящей книге, чтобы чётко разделить понятия простой и неисправность, мы будем считать, что оборудование продолжает жужжать, пыхтеть и работать. Неисправность влечёт за собой отклонение от нормального хода, например, брак, снижение скорости, потери энергии и материалов и прочие потери. Неисправность — любое отклонение в работе оборудования, приводящее к снижению его эффективности (потере производительности, качества, поломкам).
С точки зрения критичности важным термином является текущая неисправность. Текущая неисправность — это такая неисправность, т.е. отклонение в работе оборудования, которое позволяет продолжать работать без ущерба для качества продукта, безопасности оператора, угрозы поломки оборудования. Разумеется, любая неисправность, будь то текущая или обыкновенная, рано или поздно приведёт к остановке оборудования из-за поломки, это надо понимать.
Например, к текущей неисправности можно отнести небольшие течи масла. Оборудование может продолжать работать, производя качественный продукт, однако, если не устранить течь, со временем она может увеличиться и это уже отразиться на производительности и качестве.
В отличие от понятия дефект, понятие неисправность несёт более абстрактный характер и не конкретизирует, что именно произошло в оборудовании. Стоит отметить, что скрытые дефекты и текущие неисправности накапливаются, взаимно усиливая друг друга, в результате чего и происходит поломка.
Предпосылки высокой производительности оборудования в соответствии с концепцией TPM закладываются уже на стадии его проектирования. Оно изначально должно быть надежным, безопасным, легким в эксплуатации и обслуживании, экономичным по расходу ресурсов.
Хорошее оборудование — то, где можно быстро выявить дефект и неисправность.
Следующее понятие, которое часто встречается в настоящей книге — это простой. Простой — это время. Когда оборудование стоит, т.е. не жужжит, не пыхтит и не производит продукт.
Часто понятие простой и поломка отождествляют. Это не совсем верно. Поломка — сбой в работе оборудования, приводящий к его остановке (остановка может произойти как сразу, так и через некоторое время после поломки).
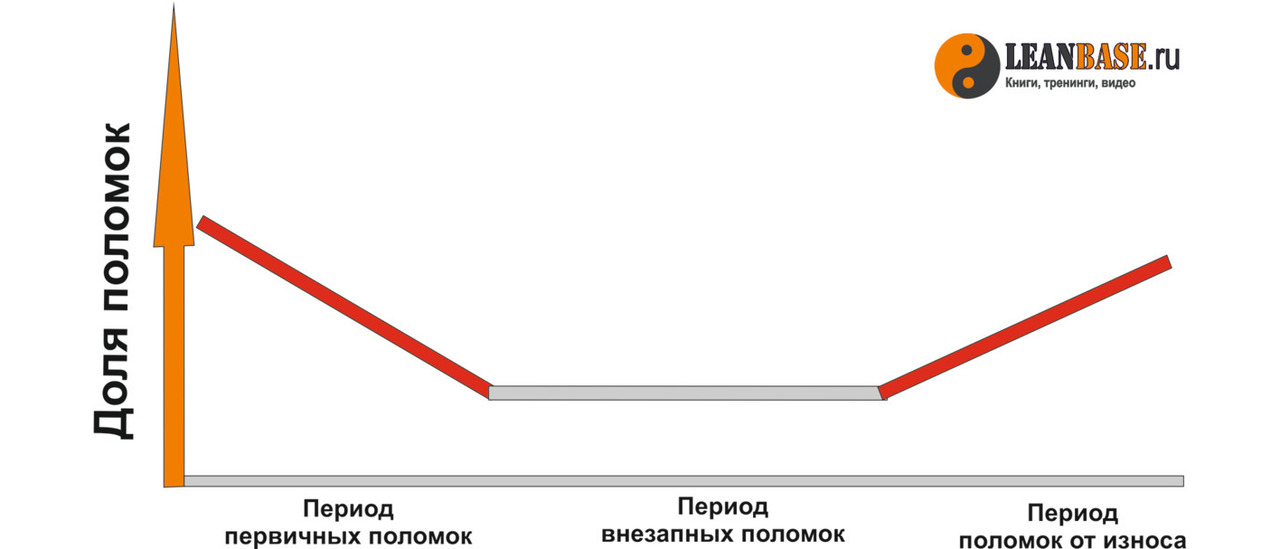
Если говорить о количестве поломок, то жизненный цикл оборудования с момента его эксплуатации можно разделить на 3 периода:
1. Период первичных поломок.
Наблюдается в начале жизненного цикла оборудования, как вы видите на рисунке, поломок в это время относительно много. Далее, количество поломок постепенно снижается, персонал изучает оборудование, приспосабливается к обслуживанию и эксплуатации.
2. Период внезапных поломок.
Это относительно долгий период, в это время осуществляется обычная работа на оборудовании, наблюдается стабильное количество поломок, основные причины которых связаны с нарушением правил обслуживания и эксплуатации.
3. Период поломок из-за износа.
Наблюдается на завершающей стадии жизненного цикла оборудования, когда количество поломок постепенно увеличивается и их становится сложнее предсказывать.
Общие меры по сокращению количества поломок на каждой стадии жизненного цикла будут различаться. Работая с поломками, важно понимать причины, которые их вызывают, но об этом мы подробнее поговорим в следующих разделах.
Если проводить причинно-следственные связи, используя все приведённые выше понятия, то это можно выразить следующим образом. Скрытые дефекты в отдельных узлах оборудования влекут появление неисправностей, которые со временем приводят к поломке (или отказу) оборудования, в результате чего мы имеем простой.
Причинами поломок могут стать:
· Грязное оборудование.
· Подтёки смазки на и вокруг оборудования.
· Перегретые и загрязнённые двигатели.
· Хлам и беспорядок.
· То, что работники считают это нормальным.
· Операторы не знают, как проверить и обслужить оборудование.
· Операторы не воспринимают неисправности и поломки как свои проблемы.
· И многое другое.
Причин же возникновения простоя гораздо больше. Вспомните обо всех потерях в работе оборудования, о которых шла речь в предыдущем разделе. Простой может возникнуть не только в результате поломки, но и в результате организационных, технологических и прочих причин. Поэтому, из всех приведённых понятий, понятие простой мы будем употреблять чаще остальных.
Само понятие простоя нам тоже нужно понимать правильно. Простой начинается с момента окончания производства годной продукции и заканчивается началом выпуска годной продукции с требуемой скоростью. Потеря времени при простое — это не только время самого простоя, но и потери скорости при остановке и запуске оборудования (выход на требуемую производительность).
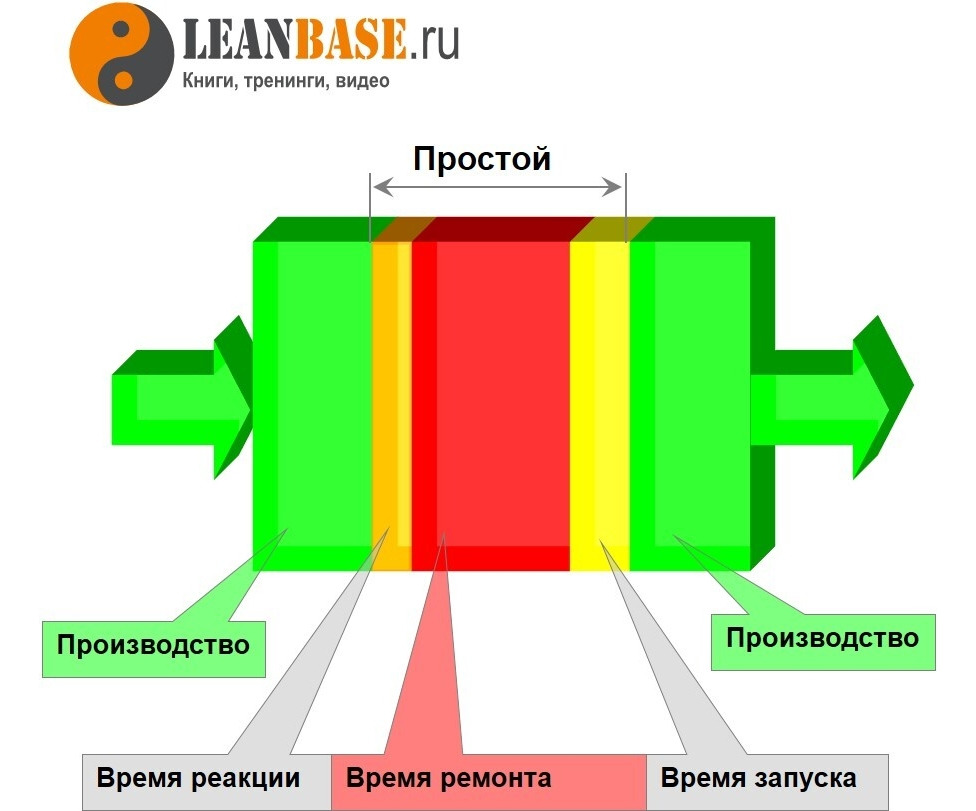
Часто в понятии ремонтных служб понятия простой отождествляется с поломкой, остановкой и временем ремонта оборудования. На самом деле поломка и неисправность — это причина простоя оборудования. Взгляните внимательно на рисунок, и вы увидите, что простой любого оборудования — это составная величина: время, состоящее из времени на реакцию, ремонт и запуск.
Для того чтобы успешно бороться с простоями на оборудовании, нам важно понимать все эти три составляющие. Давайте рассмотрим их подробней.
После поломки или отказа оборудование останавливается. Время простоя пошло с того момента, как из оборудования вышло последнее годное изделие (или партия продукта). Оператор должен среагировать на остановку: он должен её элементарно заметить, удостовериться, что это действительно поломка, должен протестировать оборудование и провести визуальную диагностику, после чего вызвать представителя ремонтной службы. Всё это требует определённого времени. В каких-то случаях это происходит за секунды. А в каких-то случаях эта часть простоя растягивается на неопределённое время. Кроме того, оператор должен понимать, какую ремонтную службу ему пригласить. Например, электриков, гидравликов, механиков и т. д. Тем не менее, ему нужно время, чтобы продиагностировать оборудование так, как он это может сделать и сообразить, кого звать на помощь. Метод вызова ремонтной службы может также существенно различаться, варьируясь по времени. Представитель ремонтной службы, получив сигнал должен собраться и дойти до оборудования, провести диагностику и выявить причины поломки. И только потом он уже приступит к ремонту. Всё перечисленное выше время относится к времени реакции. Время реакции заканчивается тем моментом, когда ремонтный персонал приступает к устранению поломки (к ремонту). Все составляющие времени реакции приведены более чем кратко. На самом деле их может быть гораздо больше и времени на реакцию может тратиться от нескольких минут до нескольких часов. Более подробно на этом мы остановимся при рассмотрении подходов Профессионального обслуживания оборудования, когда будем разбирать способы сокращения времени простоя.
Следующей составляющей является время ремонта. В это время производится непосредственный ремонт: разбирается оборудование, меняются узлы и детали. Оно также может варьироваться в широких пределах, в зависимости от сложности оборудования, подготовленности и квалификации ремонтного персонала, а также подготовленности оборудования к ремонту и прочих факторов. Как правило, ремонтные службы отождествляют время простоя и время ремонта, что с их точки зрения справедливо, однако с точки зрения простоявшего оборудования не совсем корректно.
Следующая составляющая, на которую часто не обращают внимания, называется временем запуска. Вспомните потери, которые мы разбирали в предыдущем разделе, мы уже говорили об этом. После завершения ремонта, как правило проходит определённое время до того момента, как появляется первый годный продукт и оборудование начинает работать с прежней скоростью. Это и есть время запуска. В это время может идти наладка и настройка оборудования, разогрев или остывание, набор жидкостей или давления и многое другое. Все манипуляции с оборудованием в это время не относятся непосредственно к ремонту, однако они необходимы для выхода на нормальный режим работы (на требуемую производительность и требуемое качество).
Таким образом, получается, что простой состоит из множества действий, которые, так или иначе, поддаются сокращению. Было бы опрометчиво полагать, что сокращать простои следует, только сокращая продолжительность ремонта. Тем не менее, такое мнение часто встречается на многих предприятиях. Если мы говорим о развёртывании Всеобщего обслуживания оборудования и о применении принципов и подходов TPM, то мы должны сокращать все составляющие простоя. Для этого необходимы вовлечение всех служб в эту работу и понимание всеми многообразия составляющих простоя.
Разумеется, мы разобрали не все, а всего несколько определений, которые нам необходимы уже в начале настоящей книги. Они просты и известны всем, кто, так или иначе, сталкивался с работой оборудования. В процессе изучения изложенного здесь материала вы встретите ряд иностранных терминов, которые мы будем объяснять уже по ходу изложения материала.
Подведём краткий итог изложенной информации. Простой начинается с момента окончания производства годной продукции и заканчивается началом выпуска годной продукции с требуемой скоростью. Потеря времени при простое — это не только время самого простоя, но и потери скорости при остановке и запуске оборудования (выход на требуемую производительность). У простоя много составляющих, для быстрого развёртывания TPM и получения максимального эффекта, все должны однозначно понимать, что скрывается за понятием время простоя и как можно на него повлиять. О последнем более подробно мы расскажем в следующих разделах.
Помните, что поломка — сбой в работе оборудования, приводящий к его остановке (остановка может произойти как сразу, так и через некоторое время после поломки). Неисправность — любое отклонение в работе оборудования, приводящее к снижению его эффективности (потере производительности, качества, поломкам). Скрытые неисправности накапливаются, взаимно усиливая друг друга, в результате чего и происходит поломка. Не путайте разные понятия между собой и постарайтесь с самого начала развёртывания TPM формировать единый понятийный аппарат.
Как эксплуатация оборудования влияет на производительность?
В данном разделе мы разберём взаимосвязи эксплуатации оборудования и производительности. Они важны для нас для формирования бережного отношения к оборудованию. Информация данного раздела принципиальна для понимания, осознание приведённых здесь взаимосвязей напрямую определяет успех развёртывания Всеобщего обслуживания оборудования. Внимательно изучите материал этого раздела и донесите максимально точно эту информацию до каждого работника вашей организации, начиная с руководителей и рабочей группы (тех, кто непосредственно занимается улучшениями на оборудовании) и заканчивая простым работником.
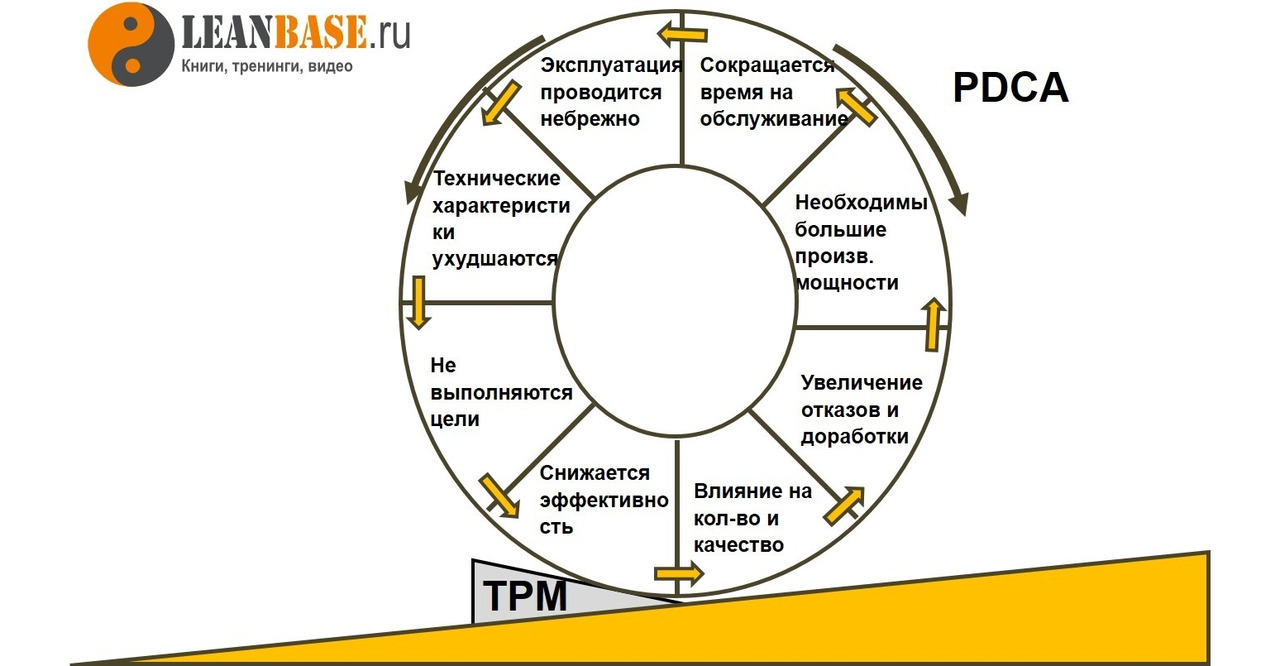
Чтобы наилучшим образом показать взаимосвязи производительности и эксплуатации, представим их в виде колеса (см. рисунок). Мы поделили колесо на 8 частей, чтобы не мельчить. На самом деле, между каждой причиной и следствием можно вставить ещё по несколько под-причин. Но нам достаточно будет и такого представления.
Давайте поясним рисунок. Начнём с самой верхней точки колеса (это можно сделать с любой точки) и рассмотрим причинно-следственные связи против часовой стрелки.
· Эксплуатация проводится небрежно.
По-другому, оборудованию не уделяется достаточно внимания. Оно может не очищаться от загрязнений, течей, может не обращаться внимания на текущие неисправности и т. д. Речь здесь может идти не только об отношении операторов, но и о внимании ремонтных служб: недостаточно времени на техническое обслуживание, текущий ремонт и т. д. Всё это приводит к следующему факту.
· Технические характеристики оборудования ухудшаются.
Снижается производительность за счёт появления мелких неисправностей, снижается доля годной продукции, производимой на оборудовании и т. д. Всё это прямое следствие недостаточного внимания оборудованию. Говоря простым языком, оборудование начинает больше ломаться. В результате чего…
· Не выполняются цели.
Запланированный объём продукции за определённый период не производится, т.к. планируемое на его производство время тратится на поломки: на их устранение простоев и запуск оборудования. Как следствие следующий факт.
· Снижается эффективность.
Речь идёт не только об эффективности работы оборудования, но и эффективности использования других ресурсов, в частности персонала. Предприятие в любом случае платит заработанную плату работнику, даже когда он ожидает починки его станка. То же самое происходит и с отоплением, освещением и прочими ресурсами, которые тратятся в то время, когда продукт не изменяется, а просто ожидает. Так как времени на выполнение целей становится меньше, приходится работать быстрее и интенсивнее, т.е. торопиться.
· Влияние на количество и качество.
В результате того, что приходится торопиться, что работников заставляют работать более интенсивно и приходится требовать с них выполнение плана, незамедлительно оказывается негативное влияние на качество. Качество выполняемых работ снижается, как следствие снижается качество продукции. Количество годной продукции из-за этого не увеличивается, а наоборот — уменьшается. Таким образом, производится ещё меньше продукта.
· Увеличение отказов и доработки.
Из-за постоянной нехватки времени, более интенсивной работы, а также увеличения количества бракованной продукции, непременно увеличивается количество отказов оборудования, количество остановок процесса производства, а также увеличивается объём дополнительной работы, связанный с доработкой бракованной продукции. Всё это требует привлечение дополнительного времени и рабочих ресурсов, что порождает следующий факт.
· Необходимы большие производственные мощности.
Первая мысль, которая традиционно приходит в голову — закупить больше оборудования, организовать работу сверхурочно или в выходные дни и т. п. Времени, которого раньше хватало на выполнение плана теперь недостаточно, нужно больше станков и операторов, чтобы выполнить поставленные задачи. Закупать новое оборудование дорого и требует определённого времени, откуда же взять дополнительное время на производство?
· Сокращается время на обслуживание оборудования.
Это самое простое и распространённое решение, которое может прийти в голову. Так обычно и поступают. Нет времени делать ремонт и обслуживать оборудование, когда план горит! В результате, в конце всей приведённой причинно-следственной цепочки, сокращается время на плановый ремонт и обслуживание оборудования. Для оператора это означает, что он перестаёт уделять 10—20 минут времени в смену на уборку оборудования, т.к. он тратит их на производство как можно большего объёма продукции. Для ремонтного персонала это означает, что вместо N часов на плановый ремонт и обслуживание оборудования, ему выделяется N/2 часов. Как вы думаете, что происходит в результате?
· Эксплуатация проводится ещё более небрежно.
И причинно-следственная цепочка прокручивается заново.
Как вы видите, образуется порочный круг, состоящий из приведённых взаимосвязей, который как раз отражает влияние эксплуатации на производительность. Понять этот порочный круг достаточно просто, он более чем логичен и подтверждён на практике. Парадокс заключается в том, что, не смотря на свою простоту, такая ситуация встречается на подавляющем большинстве Российских компаний. По моей личной статистике, это примерно 60—80% организаций, с которыми я работал, на которых нам приходилось разрывать этот порочный круг.
Причина наличия такого порочного круга, по моему мнению, заключается в том, что производственный и ремонтный персонал смотрят на эту ситуацию с разных сторон. Они по-разному относятся к эксплуатации и производительности оборудования. Как известно, каждый работник концентрируется на том деле, которое он выполняет ежедневно. Оператор фокусирует внимание на максимальное производство продукта, ремонтник фокусирует внимание на устранение рисков поломки оборудования. Аналогично и руководители, которые принимают решения, фокусируют внимание на том, что им более важно. Так как деньги в любую организацию приходят благодаря производству и реализации продукта, то руководители, принимающие решения, сфокусированы именно на производстве.
Больше работаем — больше произведём — больше денег получим. Это традиционное представление о производстве. Это одна из вредных парадигм, препятствующих развитию Всеобщего обслуживания оборудования. Более подробно о вредных парадигмах мы расскажем в одном из заключительных разделов книги.
О методах формирования правильных привычек и парадигм вы можете узнать из книги «48 правил бережливой культуры», 2017 год.
Развёртывая систему TPM, вам придётся разорвать этот порочный круг. Придётся начать обслуживать оборудование и постепенно переводить аварийные остановки (поломки) в плановые остановки (плановый ремонт). Для этого в первую очередь, следует осознать существование этого порочного круга в вашей организации, необходимо провести обучение всех руководителей и вместе выработать стратегию того, как этот порочный круг будет разорван. Для того чтобы лучше прочувствовать всю опасность этого порочного круга, часто прибегают к статистическим данным. Как правило, если сравнить уровень производительности с различным временем, выделенным на плановый ремонт и обслуживание, то можно определить оптимальные величины. То есть, можно найти баланс между производительностью и временем обслуживания. Этот баланс является частью философии TPM, о которой далее мы расскажем подробней.
Первый шаг — осознать наличие порочного круга и необходимости разорвать его. Второй шаг — принять волевое решение и наконец, остановить оборудование, чтобы хорошо его отремонтировать.
Далее предстоит постепенно увеличивать продолжительность времени, выделяемого на ремонт и обслуживание, пока вы не подойдёте к оптимальному значению (к балансу). Так просто: в трёх предложениях можно описать первоначальную работу, необходимую для развёртывания TPM. На самом деле, это большой труд, все нюансы которого мы просто физически не можем описать в настоящей книге. Тем не менее, это то, с чего следует начинать работу в направлении развёртывания TPM. Далее из книги вы узнаете способы оптимизации и повышения эффективности ремонтного обслуживания, узнаете, как следует работать с аналитикой для того, чтобы найти баланс и управлять состоянием оборудования, а также узнаете много другой полезной информации. Пока, задача первой части, сформировать правильное представление о принципах, подходах и философии TPM, поэтому здесь не предлагается конкретных решений. Однако вы уже можете начать прорабатывать этот порочный круг в вашей организации: осознать его самому и помочь сделать это первым руководителям.
Роль TPM в компании, как вы уже знаете, заключается в том, чтобы максимально повысить эффективность работы оборудования путём организации максимально эффективной и бережной эксплуатации, ремонта и обслуживания оборудования.
Взглянем на рисунок ещё раз. Если не заниматься проблемой порочного круга, то колесо сначала медленно, а потом, ускоряясь, будет катиться вниз по наклонной. Это ещё одна метафора, отображающая развитие: чтобы развиваться — нужно прикладывать усилия (катить колесо вверх по наклонной), чтобы деградировать достаточно ничего не делать (колесо само скатится). Метафора показывает ещё и то, что разрыв порочного круга требует больших усилий, однако потом для изменения ситуации их потребуется гораздо меньше. Главное — начать.
В статьях сайта leanbase.ru, а также в своих книгах я не раз упоминаю о цикле PDCA (plan, do, check, act), который переводится, как планируй, делай, проверяй и воздействуй. Это цикл, описывающий четыре стадии любого улучшения. Поэтому, на представленном вам рисунке, я не мог не указать его аббревиатуру рядом с противоположным откату направлением. После остановки и разрыва порочного круга, следует сосредоточить усилия на улучшении ситуации: на улучшении процесса эксплуатации оборудования.
В заключение отметим ещё один немаловажный момент. Несмотря на то, что в настоящем разделе мы оперируем понятием производительность, а производительность — это мера эффективности работы. Она может измеряться различными способами и выражаться в различных единицах измерения. Как правило, это отношение выхода продукта труда к затраченным ресурсам (людям, времени и т.п.). Так вот, развёртывая работу в направлении TPM следует понимать, что максимальная производительность и максимальная эффективность не означают производство как можно большего количества продукта с затратой минимального количества ресурсов. Это означает, производство необходимого Заказчику количества продукта с затратой минимального количества ресурсов (станков, людей, времени, энергии и т.д.). Прочувствуйте разницу.
Работа в направлении lean и Бережливого производства всегда предполагает ориентацию на Заказчика, на удовлетворение его потребностей. Всё, что произведено в большем объёме, или раньше по срокам является перепроизводством — самым страшным видом потерь. Не будем вдаваться в подробности, и объяснять почему. Суть заключается в том, что, оптимизируя любой процесс, всегда следует сосредоточиться на продукте и на том, чтобы обеспечить Заказчика ритмичным поступлением нужного количества продукта в нужное время. Разумеется, продукт должен соответствовать и по качеству. То есть фокус работ направлен на процесс и на удовлетворение потребности Заказчика. Только потом фокус работ смещается на то, чтобы максимально загрузить персонал, когда Заказчик получает то, что хочет. И только в третью очередь фокус работ направляется на то, как максимально загрузить оборудование.
Всё это к тому, что максимальная производительность не должна означать для вас работу оборудования без остановок 24 часа в сутки. Оборудование должно работать ровно столько, чтобы удовлетворить потребности Заказчика, т.е. сделать план. Ничего страшного не случится, если оно будет стоять, когда продукта больше не потребуется. Оборудование амортизируется, когда работает, вы не платите ему заработанную плату, в отличие от простаивающего сотрудника. Не надо бояться, что оборудование будет стоять. Главное, чтобы в отведённое для работы время оно работало максимально эффективно. На эффективности мы подробнее остановимся в одном из разделов в части «Показатели TPM».
Теперь вы знаете о существование жёсткой и нарастающей взаимосвязи между эксплуатацией оборудования и его эффективностью. Если выразить все взаимосвязи в двух словах, то можно сказать, что чем меньше мы уделяем оборудованию внимания, тем больше оно его требует. Помните об этих взаимосвязях, постарайтесь сделать так, чтобы каждый осознал их, и разрывайте описанный выше порочный круг. Постарайтесь постепенно улучшать обслуживание и переводить аварийные и внезапные остановки (простои) в плановые (в плановый ремонт).
Доступность оборудования. Что это?
Доступность оборудования является одним из базовых понятий Всеобщего обслуживания оборудования. Мы уже упоминали этот термин в предыдущих разделах и общее представление о том, что такое доступность должно было сложиться. Тем не менее, это определение будет часто встречаться в работе, поэтому нам нужно однозначно его понимать. Кроме того, это понятие понадобится нам в продолжение разговора о взаимосвязи производительности и эксплуатации оборудования. В настоящем разделе изложен очередной базовый подход, который следует осознать коллективу для успешного развёртывания TPM.
Обратите внимание на рисунок. Разберём простой пример. Представьте себе восьмичасовую рабочую смену. Давайте представим её в виде временной полосы и посмотрим, из чего она состоит.
Первое, что всегда учитывают при планировании производственного задания, а также при расчёте рабочего времени сотрудников — это обеденное время и регламентированные перерывы. Их продолжительность регулируется законодательством и они, так или иначе, существуют в любой организации. Перерывов может быть 2 или больше, их время может быть перенесено на обед, на время переналадок или простоев оборудования и т. д. Предположим, что они есть. Кроме них планируются работы по техническому обслуживанию и ремонту, отводится время на уборку и т. д. От восьми часов рабочей смены остаётся ещё меньше времени. Мы заранее понимаем, что операция или оборудование будет работать не 8, а, например, 6 часов. Это время можно назвать запланированным временем работы. Другими словами, мы думаем, рассчитываем и надеемся, что операция или оборудование будет работать эти 6 часов. Мы запланировали работу на 6 часов и, соответственно, на основании этих цифр рассчитываем выполнить месячный план.
Что фактически происходит с запланированным временем — мы знаем: оборудование останавливается по разным причинам (см. потери в работе оборудования). Это могут быть поломки, организационные недоработки и многое другое. В результате чего на рисунке мы видим красные полосы, символизирующие простой операции или оборудования. Всё, что остаётся — это доступное для работы время.
На доступное время влияют поломки и сбои оборудования, потери на наладку, регулировку, технологические потери, документированные мелкие остановки и пусковые потери. Всё, что угодно может уменьшить доступное время.
Другими словами, доступное время — это то время, в течение которого оборудование жужжит, пыхтит и работает, производя продукт.
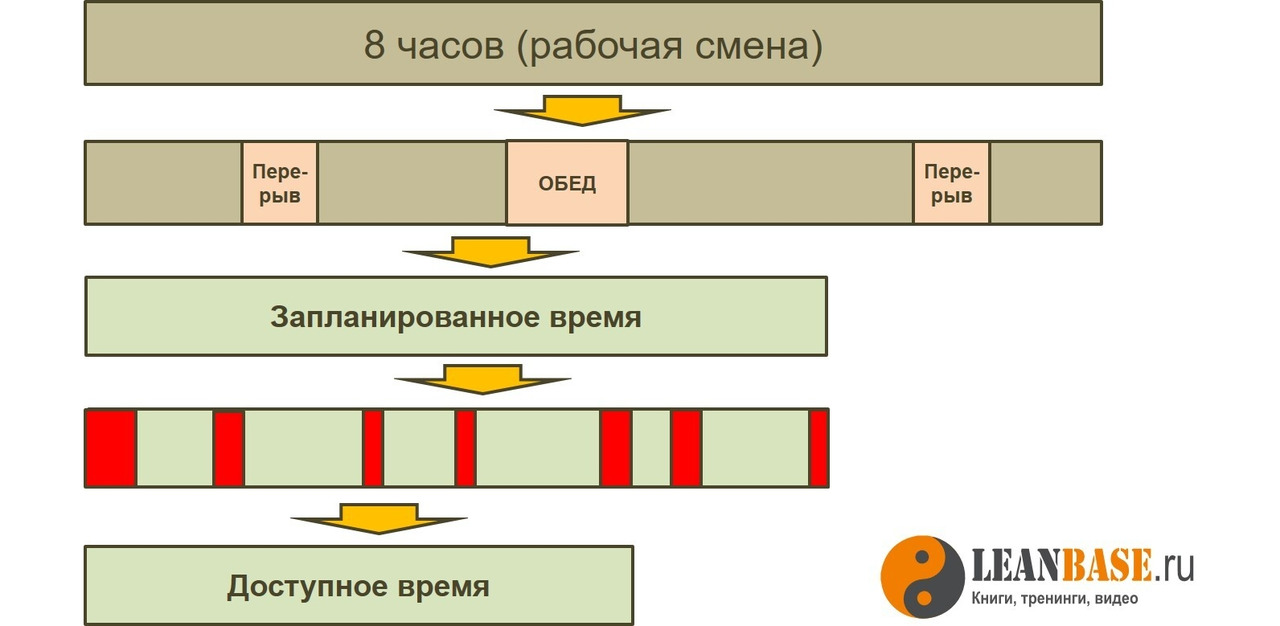
Заметьте, что мы сейчас не говорим об эффективности работы, т.к. она предполагает выпуск качественной продукции и работу на максимальной скорости. Об этом мы поговорим далее, когда будем рассматривать составляющие эффективной работы оборудования. Пока понятие доступного времени нам необходимо, чтобы правильно понимать взаимосвязь производительности и эксплуатации оборудования. Неправильная и недостаточная эксплуатация оборудования уменьшает это самое доступное время. Когда доступное время уменьшается до определённых пределов, оказывается невозможным выполнить план. Приходится искать резервы: сокращать выделенное на ремонт время, организовывать сверхурочные работы и т. п.
Математически вышесказанное можно выразить формулой:
Запланированное время = Доступное время — Незапланированные простои
Наглядно это можно увидеть на рисунке.
Как говорилось в предыдущем разделе, первостепенная задача при развёртывании TPM — разорвать замкнутый круг и начать выполнять плановый ремонт оборудования (ППР — планово-предупредительный ремонт).
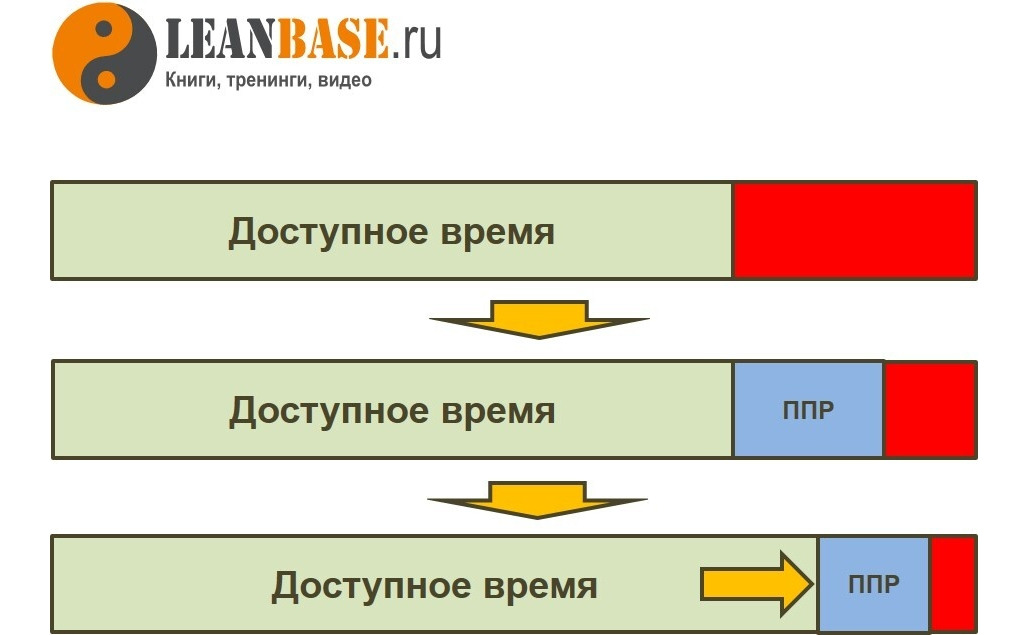
Постепенно величина незапланированных простоев будет уменьшаться:
Незапланированные простои (как было) = Время плановых работ + Незапланированные простои (как стало)
Графически эта переходная ситуация представлена на рисунке. Следующими шагами по улучшению будет являться сокращение времени выполнения плановых работ за счёт оптимизации их составляющих и устранения потерь внутри. Кроме того, должна продолжаться работа по сокращению незапланированных простоев, путём их перевода в плановые работы. Таким образом, увеличивается доступное для работы время.
Рассмотренный пример является отражением принципиального подхода к работе в системе Всеобщего обслуживания оборудования. Мы рассмотрели всего лишь модель, которая не учитывает всех возможных нюансов конкретного предприятия (технологии, режима работы, особенности оборудования и т.д.). Задача настоящего раздела — сформировать полное и однозначное представление о доступном времени, а также помочь читателю осознать подходы к его увеличению. Разрывайте порочный круг, и вы постепенно увеличите доступное для работы время. Это произойдёт не сразу, но непременно вы получите результаты.
Подводя итог, можно почеркнуть, что одна из задач TPM заключается в том, чтобы перевести аварийные остановки и потери доступного времени в работе оборудования на плановые работы (ППР) и постепенно избавляться от них, увеличивая доступное время. Другая задача — повышение эффективности внутри самого доступного времени путём улучшения качества выпускаемого продукта и повышения скорости работы оборудования.
Помните, что доступное время — это то время, в течение которого оборудование пыхтит и жужжит, производя продукт. Это запланированное время, за исключением всех простоев, когда производится продукт.
Как влияет эффективность работы оборудования на эффективность потока?
Следующий немаловажный вопрос, поможет нам сформировать представление о функционировании причинно-следственных связей на этот раз между эффективностью работы оборудования и общей производительностью потока. Здесь мы взглянем на процесс работы оборудования с немного иной точки зрения. Взгляд с различных точек зрения поможет сформировать наиболее объективную и правильную картину, без чего не обойтись при развёртывании TPM. В настоящем разделе мы посмотрим, как связаны эффективность работы оборудования и эффективность потока, какое значение в масштабе всего потока создания ценности имеет эффективная работа оборудования, а также посмотрим, как TPM влияет на общую производительность (участка, цеха, технологической цепочки и т.д.).
Подробнее на понятии эффективности работы оборудования мы остановимся позже, когда будем рассматривать основные показатели работы оборудования. Но уже сейчас следует получить общее представление об эффективности. Эффективным на 100% является такая работа оборудования, при которой за определённый промежуток времени оборудование отработало без остановок, с максимальной скоростью (с паспортной производительностью), выпустив 100% качественный продукт, не требующий доработок.
Именно эти три ключевых фактора мы будем подразумевать всегда, говоря об эффективности работы оборудования:
· 100% качество
· Максимальная скорость (производительность)
· Отсутствие любых простоев
Общая эффективность потока, в свою очередь, представляет собой аналогичное понятие, применительно к отдельному потоку (например, участку, цеху, отдельной технологической цепочке). Очень редко бывает так, что продукт производится на одной единице оборудования. Как правило, в производстве продукта всегда задействовано несколько единиц оборудования, на которых параллельно или последовательно обрабатывается незавершённый продукт или его составная часть. Чаще всего встречаются последовательные цепочки.
Так вот, эффективность такой цепочки напрямую зависит от эффективности всех её составляющих, это и есть эффективность потока.
Например, если рассмотреть только одну составляющую эффективности, такую, как качество, то можно увидеть, что при 90% качестве на каждой единице оборудования, качество потока будет гораздо меньше этой величины. Например, если два станка работают последовательно и выдают 90% качественного продукта каждый, то после второго станка выходит уже 0,9х0,9=0,81 или 81% качественного продукта по отношению к тому объёму, который вошёл в поток в начале. Если три станка работают с аналогичной долей годной продукции, то на выходе потока выйдет только 0,9х0,9х0,9=0,729 или 72,9% годной продукции, т.к. на каждую операцию её поступает на 10% меньше.
Аналогичную систему расчётов можно применить ко всем трём составляющим эффективности работы оборудования. То есть, общая эффективность потока прямо пропорциональна эффективности каждой его составляющей, в нашем случае, эффективности каждой единицы оборудования. Математически всё верно и просто. Однако, на практике, всегда существует множество нюансов, которые невозможно учесть общими математическими формулами. Оборудование может работать с разным доступным временем: с разной сменностью, один или несколько станков со сверхурочными работами и т. д. Поэтому, недостаточная эффективность одной или нескольких единиц оборудования может компенсироваться запасами незавершённого производства.
Например, зная, что 2-й станок постоянно ломается и делает брак, руководство принимает решение эксплуатировать его 24 часа в сутки, накапливая запасы, которые постепенно будут вырабатываться. Это самое распространённое, но не самое эффективное решение с точки зрения подходов TPM.
Обратите внимание на рисунок, я часто привожу его в своих презентациях, объясняя понятие эффективности потока. В качестве примера мы представили среднестатистический поток создания ценности. Технологическая цепочка состоит из четырёх операций. До и после каждой операции находятся запасы незавершённого производства (красные ящики). Средняя эффективность каждой единицы оборудования указана в процентах на белом фоне. Для простоты возьмём эффективность каждой единицы оборудования по 80%.
Цифра 80% на оранжевом фоне в нижней части рисунка означает общую эффективность потока. Благодаря тому, что в потоке есть множество запасов незавершённого производства, эта величина остаётся такой большой. По сути, она означает, что этими самыми запасами между операциями компенсируется и снижение скорости, и выпуск некачественной продукции, и потери доступного времени. Предположим, что объёма этих запасов хватает на всё это.
Стоит отметить, что если бы существовало узкое место: оборудование с более низкой эффективностью, например, 60%, то общая эффективность потока была бы уже 60%. Это означает, что в эффективность (ели желаете, производительность) любого потока ограничена его узким местом (наименьшей эффективностью одной из его составляющих).
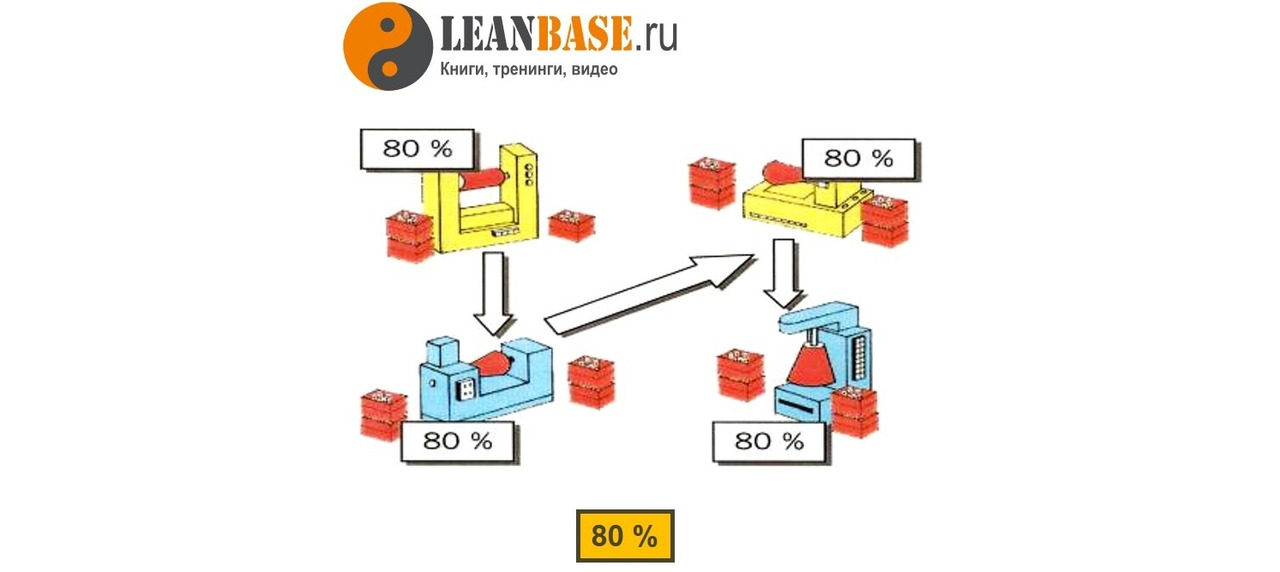
Теперь посмотрим на поток с точки зрения lean и Бережливого производства. Как мы знаем, наиболее эффективный поток, наиболее быстрый и экономичный с точки зрения затрат, это поток в одно изделие. Это поток без запасов незавершённого производства, где продукт незамедлительно попадает с предыдущей на последующую операцию, без ожидания своей очереди в груде запасов. Без незавершённого производства, продукт будет проходить поток максимально быстро (максимально сокращается время исполнения заказа), деньги предприятия, которые раньше лежали в виде незавершённого производства, будут работать на благо предприятия. Преимуществ потока без запасов незавершённого производства очень много и их перечисление, и объяснение потребовало бы написания отдельного раздела книги. В данной книге мы не будем на этом останавливаться. Сейчас важно представить себе «бережливый» поток, выстроенный непрерывно и без запасов незавершённого производства. Как тогда будет выглядеть общая эффективность потока?
Если вы серьёзно намерены заниматься Бережливым производством и развёртыванием TPM, то вам всерьёз следует задуматься не только об эффективности отдельных единиц оборудования, но и о выстраивании быстрого и «бережливого» потока. Именно поэтому нам важно рассмотреть этот пример.
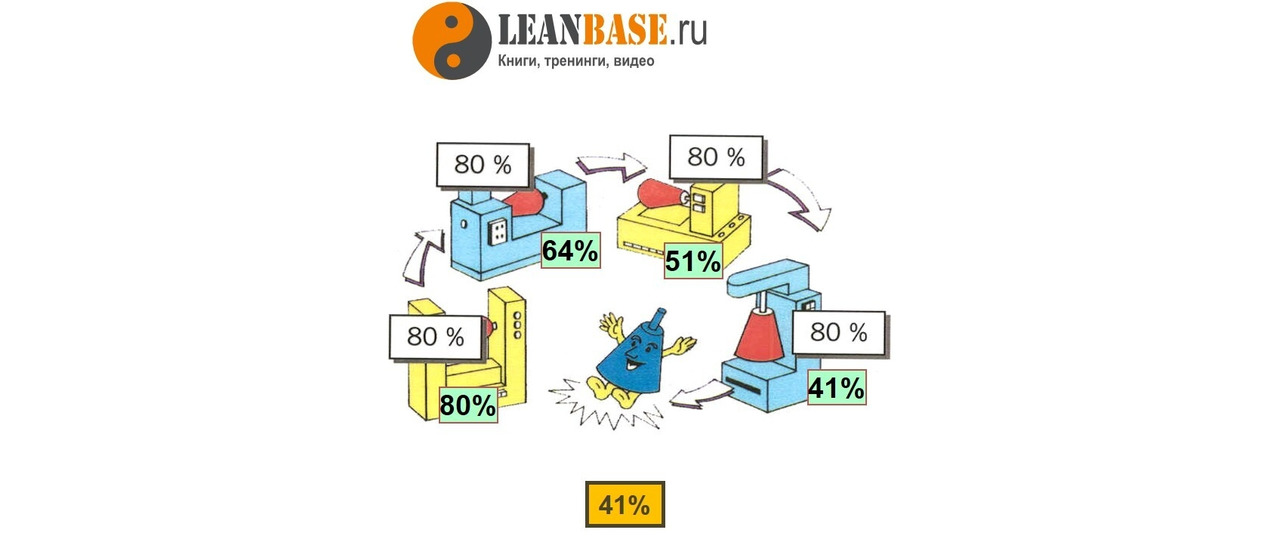
Обратите внимание на рисунок. Эффективность каждой единицы оборудования осталась прежней: 80%. Зато эффективность отдельных частей этого потока постепенно уменьшается. Так, уже после второго станка эффективность падает до 0,8х0,8=0,64 или 64%.
После третьего станка эффективность равна 0,8х0,8х0,8=0,51 или 51%.
Общая эффективность потока равна 0,8х0,8х0,8х0,8=0,41 или 41%, т.е. в два раза меньше, чем эффективность отдельного оборудования.
Именно поэтому, работая в направлении Бережливого производства важно не забывать повышать эффективность работы оборудования.
Представьте, что если увеличить эффективность каждой единицы оборудования с 80-и до 85-и процентов, то общая эффективность потока вырастет до 52%. То есть, более чем на 10%. А если увеличить эффективность каждой единицы оборудования до 95% (обратите внимание на рисунок), то общая эффективность потока будет уже 81%.
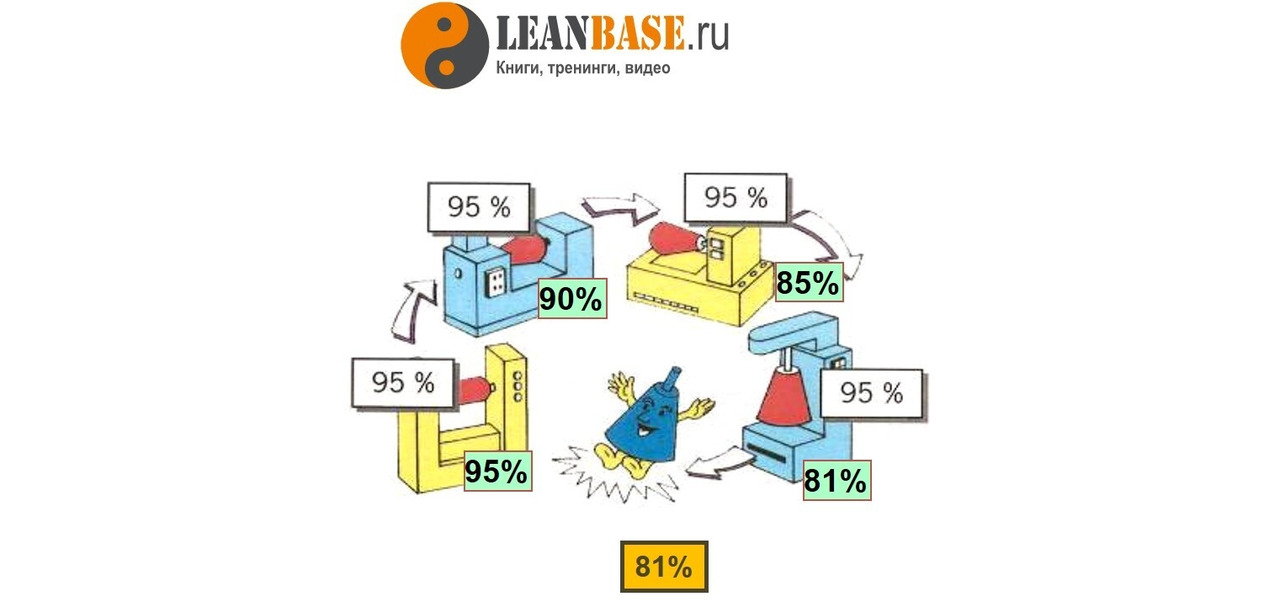
Достичь идеального значения в 100% достаточно сложно, однако вы можете шаг за шагом приближаться к нему. На первых шагах развёртывания Всеобщего обслуживания оборудования, важно понимать эту нелинейную зависимость. Как вы видите, чтобы держать общую эффективность потока в 81% нужно достичь 95-и процентной эффективности работы каждого станка. Кроме того, важно обращать внимание на оборудование с наименьшей эффективностью, т.к. увеличение эффективности там даст двойной эффект для всего потока.
Тереть вы знаете, как связаны эффективность работы оборудования и эффективность потока. Вы можете представить, какое значение в масштабе всего потока создания ценности имеет эффективная работа оборудования. К тому же, в реальных потоках и в реальных технологических цепочках может быть не 4 единицы оборудования, а 14 и более единиц. Одна из основных задач TPM является повышение эффективности работы оборудования, как это отражается на благополучии организации, через влияние на общую производительность, вы видите.
Как можно управлять работоспособностью оборудования?
В настоящем разделе мы рассмотрим общую концепцию управления работоспособностью оборудования, которую применяют, не только развёртывая TPM, но и в целом в работе с оборудованием. В основе концепции лежат ключевые понятия, которые часто можно встретить в литературе, посвящённой управлению ремонтами и работоспособностью оборудования. Для нас эта концепция представляет интерес как новый взгляд на вопрос управления работоспособностью оборудования. Несмотря на то, что концепция — это лишь общее представление, она не даёт конкретных решений, но она позволяет спроектировать и выстроить собственную систему управления оборудованием.
Начнём с основных понятий, которые наиболее важны нам для понимания. Рассмотрим фазы управления работоспособностью оборудования с точки зрения исключения простоев и поломок. Здесь принципиально выделяют три фазы:
Реактивная (Reactive) фаза.
По-другому её можно перевести как фаза реакции на поломку. Поломка уже случилась и на неё следует быстро среагировать и устранить. На этой фазе устраняется поломка, и сокращаются простои оборудования из-за поломок и неисправностей. Как вы помните, время простоя состоит из трёх принципиальных частей: времени реакции, ремонта и запуска. Реактивная фаза предполагает работу со всеми этими тремя составляющими. На уровне рабочих применяется быстрая подача сигнала, подготовка рабочего места к ремонту. На уровне ремонтника применяется быстрая реакция, повышение степени готовности, обеспеченность инструментом и запасными частями и т. д. Кроме этого, могут применяться различные организационные и административные решения.
Это наиболее распространённая фаза, в которой работает большинство российских компаний. Самое главное, что оборудование уже сломалось, т.е. произошла поломка. Оно остановилось и основная задача здесь — быстро его запустить, т.е. минимизировать неизбежный ущерб.
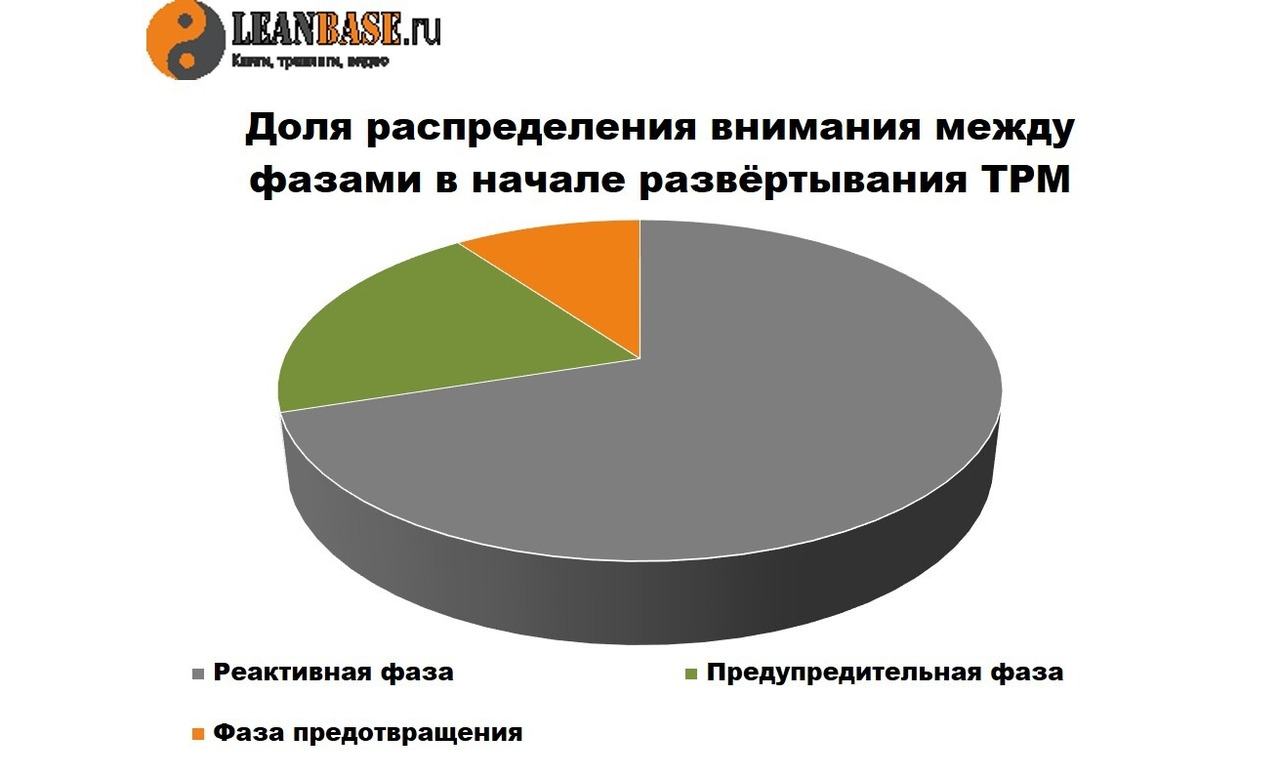
Как правило, работа в направлении развёртывания TPM, применительно к повышению эффективности работы оборудования, начинается с реактивной фазы, точнее, с её оптимизации и улучшения. Если поломки происходят, от этого никуда не денешься, и нужно уметь их быстро устранять. О направлениях и методах оптимизации реактивной фазы подробнее рассказывается на протяжении всей книги в частях Автономное обслуживание и Профессиональное обслуживание.
Предупредительная (Preventive) фаза.
Следующая фаза представляет собой работу в направлении предупреждения возникновения поломок. Поломка ещё не случилась, оборудование ещё не остановилось, однако мы можем предупредить это, выполнив определённый набор мероприятий. Как правило, такой набор мероприятий, который избавит нас от потенциальной поломки, стоит гораздо дешевле устранения этой самой поломки. Речь здесь идёт не только о деньгах, а обо всех ресурсах, например, о времени персонала, ритмичности потока и т. д. Работа в направлении улучшения предупредительной фазы выгодна и необходима, однако она не исключает работу в направлении реактивной фазы. Нельзя заниматься только предупреждением, особенно когда имеется много поломок.
Предупредительная фаза предполагает согласованную работу ремонтного и производственного персонала. На уровне рабочих — это автономное обслуживание оборудования, обучение работников, визуализация. На уровне ремонтных служб — предсказание износа, обучение операторов, решение проблем, восстановление узлов. Более подробно о направлениях и методах оптимизации предупредительной фазы также рассказывается на протяжении всей книги в частях Автономное обслуживание и Профессиональное обслуживание.
Фаза предотвращения (Proactive).
Это верхняя ступень развития системы управления работоспособностью оборудования. Фаза предотвращения (встречается название про-активная фаза) предполагает организацию работ, направленных на предотвращение поломки и исключения рисков возникновения поломок. В отличие от предыдущей фазы, предотвращение представляет собой не просто набор мер, косвенно влияющих на появление неисправности или поломки, она предполагает системное проведение глубокого анализа и работы по исключению рисков. Исключение рисков, приводящих к поломкам и простоям, может проводиться за счёт выявления и устранения скрытых дефектов в оборудовании и текущих неисправностей. Глубокий анализ на основании статистической информации может показать риски потенциальных отказов, срок износа отдельных частей и узлов. Все эти вопросы мы будем разбирать в следующих частях настоящей книги.
Такое разделение широко применяется в продвинутых западных компаниях, где основную работу по исключению потерь и простоев стараются сдвигать к фазе предотвращения. Следует понимать, что нельзя ограничиваться только лишь развитием и улучшением одной фазы, например, заниматься только предотвращением. Развёртывание Всеобщего обслуживания оборудования предполагает работу во всех трёх направлениях. Обратите внимание на рисунки. На первом обозначена условная доля внимания различным фазам на начальном этапе развёртывания TPM. В самом начале этой работы, когда на предприятии существует большое количество поломок, первая работа направлена на реактивную фазу, т.е. на ускорение реакции и сокращение появляющихся простоев. Постепенно, развивая систему Всеобщего обслуживания, доля внимания постепенно перераспределяется. Следует фокусировать больше внимания на предупреждение и предотвращение поломок.

Такая работа будет более оптимальной и сбалансированной с точки зрения эффективности производства и потока, а также с точки зрения затрат, связанных с работоспособностью оборудования. Никто не поспорит с тем фактом, что работа по предотвращению или предупреждению поломки стоит гораздо дешевле, чем работа по её устранению, как бы быстро и оперативно она не выполнялась.
Следующие два понятия, которые нужны для представления концепции управления работоспособность оборудования — это плановое и внеплановое обслуживание. Понятия часто можно встретить в специфической литературе. Их смысл не сложно понять уже по названиям.
Плановое обслуживание оборудования — это то обслуживание (ремонт, профилактика, замена деталей и узлов, смазка, чистка и т.п.), которое запланировано заранее. Остановка для выполнения планового обслуживания планируется и согласовывается. Это может быть ППР — планово-предупредительный ремонт, обслуживание в обеденное время, обслуживание силами оператора в выделенное для этого время (например, в конце смены) и т. п. Другими словами, мы готовимся и сами останавливаем оборудование для планового обслуживания и проводим его в соответствии с планом (заранее запланированным перечнем работ).
Внеплановое обслуживание оборудования — это то обслуживание, которое мы не планировали. Например, потекло масло, что-то задымило или застучало, или вовсе случилась поломка и оборудование остановилось. Нам пришлось остановить оборудование, или оно остановилось само, либо мы пересмотрели запланированные работы и выполнили вместо них те, которые, как оказалось, необходимы больше в настоящий момент. То есть, оборудование не обязательно должно остановиться само, мы можем выполнить внеплановое обслуживание и во время ППР, однако это нарушение планов и приоритетов, которое означает, что мы не успеем выполнить что-то из запланированных работ.
Нам важно понимать принципиальное различие этих двух видов обслуживания, т.к. эти различия тесным образом связаны с предыдущей классификацией фаз управления работоспособностью оборудования. Чем больше внепланового обслуживания, тем больше авралов, спешки и тем больше простоев и поломок, т.е. работает преимущественно реактивная фаза.
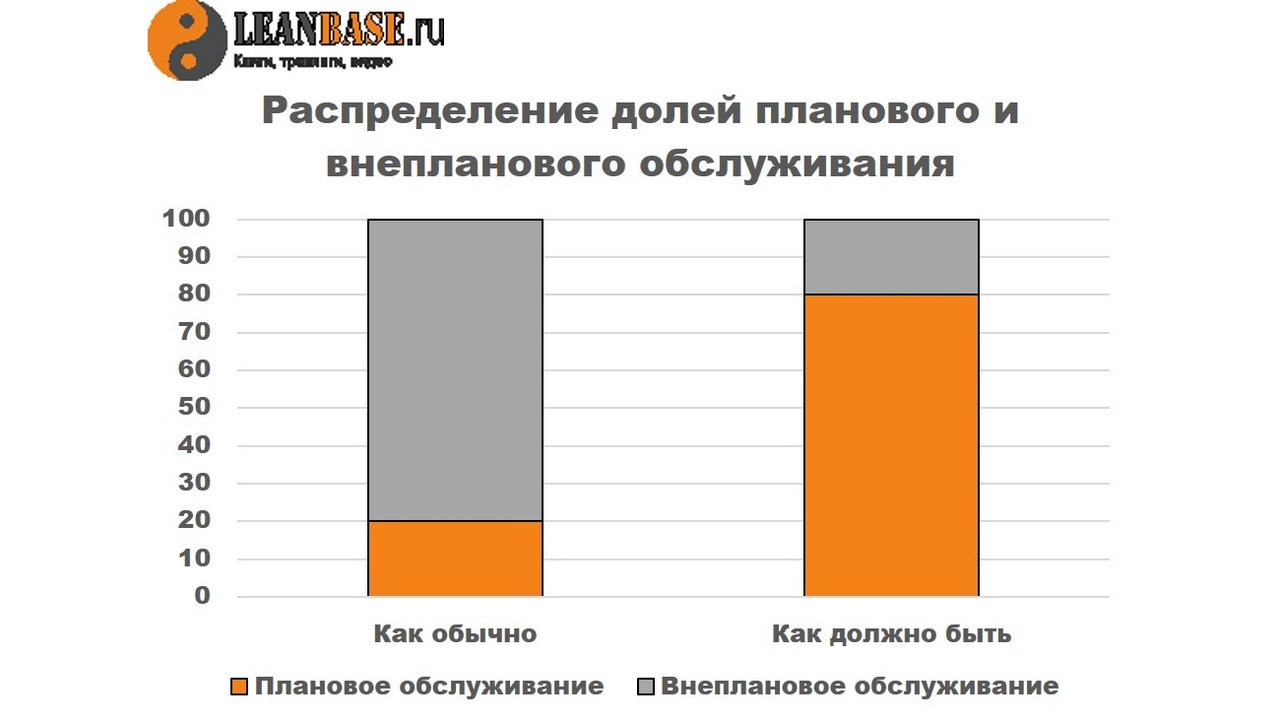
Одна из задач Всеобщего обслуживания оборудования заключается в том, чтобы увеличить долю планового обслуживания и сократить долю внепланового обслуживания (см. рисунок). При этом суммарное время не должно увеличиться, оно может только уменьшаться.
Всё это достигается кропотливой работой и применением отдельных подходов и инструментов Всеобщего обслуживания оборудования.
Если рассматривать в целом процесс управления работоспособностью оборудования, то его можно представить в следующем виде (см. рисунок).
Как вы видите, она состоит из трёх основных частей: жизненный цикл оборудования, разделение ответственности, виды и частота обслуживания.

Начнём с самого начала. Управление работоспособностью оборудования начинается с самой первой стадии его жизненного цикла и продолжается до прекращения его эксплуатации. Это первый постулат концепции. Если представить жизненный цикл оборудования крупными шагами, то получится примерно следующее:
· Планирование оборудования для определённых целей, для выполнения определённых функций (создающих ценность для потенциального Заказчика). Уже на этой стадии, понимая характер предстоящей работы, условия эксплуатации, а также важные моменты в работе, закладывается основа эффективности и работоспособности оборудования.
· Проектирование оборудования — разработка чертежей, подбор составных частей и т. д. На этой стадии закладывается возможность эффективного автономного и профессионального обслуживания. Например, производители копировальной техники могли бы спроектировать принтер, где для замены картриджа или барабана нужно было бы открутить 4—8 болтов. Однако они думали об удобстве последующей эксплуатации. Именно так, в соответствии с подходами TPM следует поступать и при проектировании и создании оборудования.
· Создание оборудования — его сборка и тестирование. Последнее для нас гораздо важнее, т.к. уже на этой стадии выявляются ошибки, недоработки и просто моменты, которые можно улучшить для удобства эксплуатации и обслуживания.
· Ввод в эксплуатацию осуществляется, как правило, эксплуатирующей организацией и заключается в размещении оборудования в технологической цепочке, его запуске. Организации рабочих мест и т. д. Грамотная проработка этой стадии позволяет исключить множество потерь, о которых мы говорили в одном из предыдущих разделов.
Например, выстраивая непрерывный поток, синхронизируя оборудование в потоке по времени цикла, исключая ожидания в работе оборудования, обеспечивая возможность обслуживания и продумывая исключение каждого вида потерь, можно обеспечить долгую работу с высокой эффективностью.
· Обслуживание оборудования осуществляется в процессе его планомерной работы. На этой стадии жизненного цикла происходит основной объём поломок и простоев, поэтому большая часть материала настоящей книге посвящена ей. Далее вы узнаете, как правильно организовывать обслуживание оборудования для того, чтобы оно работало с максимальной эффективностью.
Следующей большой частью концепции управления работоспособностью оборудования является разделение ответственности. Первое и принципиальное разделение ответственности — это разделение между ремонтным и производственным (эксплуатирующим) персоналом. Это разделение является принципиальным не только потому, что оно является традиционным в России и за рубежом, но и потому, что в системе TPM предусмотрены разные подходы и инструменты к повышению эффективности работы оборудования. Отдельный набор подходов, о котором мы подробней расскажем далее, разработан именно для ремонтного персонала. Он имеет свои цели и относится к Профессиональному обслуживанию оборудования. Другой набор подходов и инструментов предназначен для производственного персонала и относится к Автономному обслуживанию. Оба этих больших направления развёртывания TPM мы раскроем далее, в соответствующих частях настоящей книги. Пока, для понимания представленной концепции, будем считать, что Автономное обслуживание — это обслуживание силами оператора, а Профессиональное обслуживание — это обслуживание силами ремонтного персонала.
Так теми, так и другими проводится работа в направлении предотвращения поломок и простоев. Это происходит на всех фазах, которые мы описывали в начале раздела: на реактивной фазе, предупредительной фазе и фазе предотвращения. Как уже было описано выше, важно гармонично сбалансировать работу, не уделяя внимание только лишь одной фазе (например, реактивной). Дополнительно к описанным выше фазам добавляется корректирующее обслуживание.
Корректирующее обслуживание — усовершенствование оборудования в процессе обслуживания. Его цель заключается в устранении причин систематических неисправностей, усовершенствовании под специфику конкретной работы, технологии и конкретных процессов.
Например, если оборудование работает в пыльной среде, проводят герметизацию кожуха и упрощают его крепления для быстрого съёма и чистки оборудования.
Третья часть концепции представляет собой разделение по видам и частоте обслуживания. Не вдаваясь в описание подробной классификации, принципиально можно выделить плановое и внеплановое обслуживание, о них мы говорили выше.
Представленная концепция позволяет понять и представить основные направления работ по управлению и повышению работоспособности оборудования. Если посмотреть на графическое представление всей концепции целиком, то можно увидеть, что её задачами являются переход от реактивной фазы к фазе предотвращения. Следует перенести внеплановое обслуживание и аварийные остановки (поломки) на время планового обслуживания, продумывать отдельные моменты для повышения работоспособности оборудования на каждой стадии жизненного цикла.
Постарайтесь обдумать каждую составляющую приведённой концепции, применительно к своему оборудованию и своим процессам. Это поможет вам сформировать представление о той системе, которая должна выстроиться у вас в компании.
Классическая философия и цели TPM
В настоящем разделе предполагается краткое изложение основных философских подходов Всеобщего обслуживания оборудования. Описание этих философских подходов можно встретить в классической литературе с той или иной степенью подробности изложения. Несмотря на то, что сама наука Всеобщего обслуживания оборудования постоянно развивается и обрастает новыми подходами и инструментами, мы не можем не уделить внимание классической интерпретации философских подходов системы.
Философия TPM — это то, что скрывается за набором инструментов и подходов. Понимание и следование философии крайне необходимо для тех, кто не желает ограничиваться результатами только от применения отдельных инструментов или подходов TPM, а желает получить максимальную пользу от применения TPM в целом. С самого начала книги мы уже описываем некоторые философские подходы, рассматривая процессы эксплуатации оборудования, управления работоспособностью оборудования и т. п. под разными углами, с разных точек зрения. Вся информация первой части настоящей книги формирует общее представление о подходах и философии TPM. Оно необходимо для правильного понимания и использования конкретных методов и инструментов, которые будут описываться далее.
Давайте посмотрим, какой философский смысл изначально вкладывался в понятие TPM.
Японский Институт Технического Обслуживания Предприятий (JIPM) дал в 1989 году определение ТРМ, куда входят следующие компоненты:
1. Создание корпоративной культуры, которая направлена на максимальное повышение эффективности производственных систем. Другими словами, работа в направлении TPM предполагает изменение привычек и мышления людей, формирование иного отношения не только к оборудованию, но и ко многим другим процессам компании. Именно поэтому мы с самого начала стараемся взглянуть на многие процессы, связанные с оборудованием, по-другому.
2. Исповедуя подход «на цеховом уровне», создать организацию, где предотвращаются любые виды потерь (при отсутствии несчастных случаев, дефектов изделий, отказов оборудования). Это означает, что, применяя подходы и инструменты TPM в цехе, следует сосредоточить внимание на устранение всех видов потерь в работе оборудования. О потерях мы говорили выше. Устраняя потери, следует понимать причинно-следственные связи и не навредить: не спровоцировать угрозу безопасности работника, не допустить брак продукции и не навредить самому оборудованию. Любые улучшения и любое устранение потерь должно быть обдумано и действительно эффективно.
3. Вовлечение всех подразделений в работу по развёртыванию системы TPM, включая разработчиков, отдел продаж и администрацию. У каждого существует своя роль, т.к. каждый так или иначе может повлиять на работоспособность и эффективность оборудования. На роли каждого работника компании мы остановимся далее.
4. Участие всех сотрудников: от высшего руководства до рабочего в цехе. Здесь уже имеется в виду вовлечение работников по вертикали (всех уровней управления). Как известно, без заинтересованности и вовлечения руководителей, невозможно получить достаточно высокие результаты. Это утверждение справедливо и к системе TPM и к большинству других методов и направлений lean. Аналогично с предыдущим пунктом, в иерархии компании у каждого также существует своя роль т.к. каждый так или иначе может повлиять на работоспособность и эффективность оборудования.
5. Проведение работы по искоренению потерь за счет деятельности малых групп, области действия которых частично перекрывают друг друга. Работа малых групп по улучшению — отличительная особенность японских компаний. Она применяется и в работе в направлении повышения качества, и при решении проблем, и в повышении эффективности работы оборудования. В одном из разделов книги мы подробнее остановимся на этом способе организации улучшений.
Таким образом, TPM — это не только оборудование и повышение его эффективности. Цели и задачи TPM распространяются гораздо глубже.
Конечной целью является постоянное совершенство всей компании. Это невозможно без совершенствования персонала и оборудования. Основная работа разворачивается в направлении последнего (совершенствования оборудования), т.к. благодаря оборудованию компания способна создавать ценность для Заказчика и способна производить продукт. Однако, без бережливого отношения со стороны персонала, совершенство оборудование невозможно. Оно будет ограничено развитием персонала в соответствующем направлении. Поэтому, совершенство персонала — это необходимая связующая от средства к цели: от совершенства оборудования к совершенству компании.
В классической теории Всеобщего обслуживания оборудования приводится ряд основных заповедей, достаточно понятно отражающих философию TPM и направления работ в TPM. Давайте вдумаемся в каждую из них:
1. Создать прибыльное предприятие.
Если конкретизировать, то следует сделать производство более экономичным за счет исключения несчастных случаев, дефектов качества и поломок оборудования. Там, где основная доля ценности создаётся на оборудовании, всё перечисленное более чем актуально. Оборудование должно быть безопасным в эксплуатации и в обслуживании. Оно должно обеспечивать производство качественного продукта без поломок и простоев. Только так затраты на производство можно снизить до минимальных значений.
2. Практиковать предупреждение, а не исправление.
Это важная заповедь, даже принцип, о котором мы не раз будем упоминать на протяжении всей книги. Следует практиковать планирование ремонта и профилактическое обслуживание и уходить от внепланового обслуживания и авральных устранений отдельных неполадок. Как вы знаете, один и тот же объём работ при плановом ремонте или обслуживании стоит гораздо дешевле, чем при внеплановом обслуживании или аварийном ремонте.
3. Вовлекать всех.
Следует практиковать участие сотрудников в управлении работоспособностью оборудования. Следует относиться ко всем с уважением, ведь каждый, так или иначе, делает свой вклад в повышение эффективности работы оборудования. Кроме того, в классической теории TPM рекомендуется организовать коллективы как пирамиду пересекающихся малых групп и заставлять операторов выполнять автономное обслуживание оборудования.
4. Использовать практический подход с работой непосредственно в цеху.
Следует привести оборудование в идеальное состояние, широко использовать визуальные средства, создать чистые, не загроможденные, хорошо организованные рабочие места. Основная работа развёртывается непосредственно в производстве, именно там работает и обслуживается оборудование.
5. Создать эффективные кружки профессиональных знаний на рабочем месте.
Следует развивать самостоятельную, непрерывно развивающуюся культуру управления рабочим местом. Персонал должен сформировать привычку заботиться об оборудовании как о собственном автомобиле.
Как вы видите, TPM — это философия и набор подходов, формирующих иное отношение к вопросу эксплуатации и обслуживания оборудования. Бережное отношение к оборудованию невозможно без формирования правильных привычек и парадигм, т.е. без развития коллектива. Следование философии TPM непременно даст положительные результаты в масштабе всей компании.
Система TPM нацелена на совершенствование предприятия через совершенствование оборудования и персонала.
Цель внедрения TPM — достичь предельной и комплексной эффективности производственной системы. Другими словами, цель — получить максимально возможный результат в отношении объёма производства, качества продукции, себестоимости, сроков поставок, безопасности рабочих мест и инициативы персонала при минимальном использовании человеческих, материальных и финансовых ресурсов.
Вот такие глобальные цели ставит нам классическая теория TPM. По сути, развёртывание TPM предполагает изменение всей производственной системы компании. Путь, через который это предлагается сделать — совершенствование оборудования. Таким образом, не совсем верно говорить о том, что целями TPM является только повышение эффективности оборудования.
Из истории мы знаем, что до появления TPM считалось, что завод по своей природе является «рассадником» грязи, тяжёлых условий труда и опасности. Предприятия, серьёзно занимающиеся работой в направлении TPM, ещё в конце прошлого века, опровергли этот стереотип.
Вот несколько примеров из истории:
· Завод «Зэкусэру», устранив причину течи машинного масла, сумел избавиться от масляных поддонов, которых до внедрения TPM насчитывалось 3262. Теперь приходящих на завод посетителей просят поверх своей надеть другую обувь, специальную, как это принято в музеях.
· Завод «Цукуми» компании «Инода Сэмэнто» стал первым в мире цементным заводом, на котором вообще нет пыли.
· Завод «Сига» компании «Дайкин коге» поставил целью создать завод-парк. Благодаря внедрению TPM, он смог настолько сократить незавершённое производство и число ненужных вещей, что высвободившейся площади хватило для создания благоустроенных, с цветами и аквариумами зон отдыха. К оборудованию подведены кондиционеры, все в помещении сверкает чистотой.
Качественное улучшение состояния предприятия достигается при использовании TPM за счёт согласованного изменения двух факторов:
· Первый — профессиональное развитие человека. Операторы должны уметь самостоятельно производить ежедневное обслуживание оборудования. Ремонтный персонал должен непрерывно поддерживать работоспособность высокотехнологичного оборудования. Инженеры — проектировать оборудование, не требующее поддержания и ремонта.
· Второй — усовершенствование оборудования: повышение эффективности использования имеющегося оборудования за счёт его непрерывного улучшения и проектирование нового оборудования с учётом полного жизненного цикла с последующим выводом его в кратчайшие сроки на полную проектную мощность.
Следствием такой согласованной эволюции работников и оборудования стало то, что в Японии, может быть чаще чем в других странах, предприятия стремятся самостоятельно изготовлять необходимое оборудование, а если это не удаётся, то предприятия стараются максимально приспособить типовое оборудование к своим нуждам.
Например, у завода компании «Дайхацу Мотор» в Киото есть 102 промышленных робота, используемых в строительстве автобусов. Из них все, кроме двух, собраны на самом заводе или куплены, а затем переделаны инженерами «Дайхацу Мотор».
В компании «Хонда Мотор» также принято самим проектировать и изготовлять оборудование для своих заводов. Причём это правило возведено в незыблемый принцип. В компании убеждены, что невозможно создавать изделия, пользующиеся спросом на мировом рынке, на основе заимствования техники у других фирм. По мнению основателя компании С. Хонда, если говорить работникам: «Образованные люди конструируют станки, а вы на них работайте. Мы купили хорошее оборудование, а вы его используйте», то «работники превратятся в придатки станков, и из них уже нельзя будет сделать людей».
Целью TPM можно назвать создание предприятия, которое постоянно стремится к предельному и комплексному повышению эффективности производственной системы. Средством достижения цели служит создание механизма, который, охватывая непосредственно все рабочие места, ориентирован на предотвращение всех видов потерь. В классической литературе часто можно встретить такое краткое изложение целей TPM, как «ноль несчастных случаев», «ноль поломок», «ноль брака». Это относится ко всему жизненному циклу оборудования. Это то, к чему стремится бережливое предприятие, осуществляющее работу в направлении TPM.
На протяжении всей книги мы описываем не только принципиальные особенности системы TPM, но и средства, с помощью которых достигается устранение всех видов потерь и осуществляется совершенствование компании.
Подводя итог настоящего раздела, ещё раз повторим, что цели TPM не сводятся лишь к сокращению простоев оборудования, как это часто принято понимать. Цель — совершенство предприятия по всем направлениям, посредством совершенствования оборудования и устранения всех потерь.
Кто участвует в TPM?
В предыдущих разделах неоднократно упоминалось о всеобщем вовлечении персонала в развёртывание Всеобщего обслуживания оборудования. Практически каждый сотрудник компании, так или иначе, может оказать влияние на работу оборудования. Другими словами, ответ на приведённый вопрос будет «практически все». Тем не менее, в настоящем разделе мы остановимся на основных участниках работы в направлении TPM.
Как вы знаете — это ремонтный и производственный персонал. Одни эксплуатируют оборудования, добавляя ценность продукту, другие поддерживают его физическое состояние на требуемом для эффективной работы уровне. Именно взаимоотношение этих двух участников в процессе развёртывания TPM, вызывает больше всего споров и возражений. Так происходит потому, что философия TPM в данном вопросе часто противоречит общепринятому и привычному для большинства пониманию. Поэтому нам с вами важно по-другому взглянуть и на роли участников процесса TPM.
На первых шагах развёртывания TPM, нам важно осознать новые роли этих основных участников. Для кого-то эти роли покажутся непривычными, а кому-то даже неприемлемыми. Однако вам их придётся принять, если вы не хотите ограничить себя получением кратковременных и не полных результатов от развёртывания TPM. Вам неизбежно придётся формировать нужные парадигмы в коллективе, вырабатывать новое отношение к оборудованию.
Начнём с того, что вам придётся отойти от старых и общепринятых ролей ремонтного и производственного персонала, которые можно выразить в такой фразе, как «я — произвожу, ты — ремонтируешь». Что, казалось бы, плохого в ней можно увидеть, ведь так работает большинство компаний в России? Сейчас разберём.
Подобные фразы несут скрытый и негативный (с точки зрения бережливого отношения) смысл:
· Фраза предполагает разделение целей.
Работа ремонтного персонала — ремонтировать оборудования, работа производственного персонала — эксплуатировать оборудование и получать продукт. Цель первых — ремонт, цель последних — штуки.
С точки зрения lean и TPM, цель должна быть общая — обеспечить максимальную эффективность работы оборудования. Подобная формулировка цели предполагает иное отношение к работе ремонтного и производственного персонала. Общая цель предполагает более плотное взаимодействие, а также скорейшее выявление и решение проблем.
· Фраза предполагает непринятие ответственности за состояние оборудования ни одним участником.
Очень часто на современных предприятиях встречается ситуация перекладывания ответственности за поломки и в целом за состояние оборудования. Оператор работал, а станок сломался, кто должен нести ответственность? По мнению оператора — ремонтный персонал недостаточно хорошо провёл техническое обслуживание. По мнению ремонтного персонала — оператор небрежно эксплуатировал станок. Ответственность никто на себя не берёт.
С точки зрения lean и TPM, ответственность должна быть единоличная на том, кто эксплуатирует оборудования (за выполнение всех обязанностей по уборке, чистке, автономному обслуживанию оборудования, правильной эксплуатации) и том, кто ремонтирует его (за своевременный и качественный ремонт, техническое обслуживание и бучение операторов). Ответственность в данном случае не означает определение и наказание виновного в случае обнаружения неисправности. Ответственность означает обоюдное желание и действия по скорейшему выявлению причин неисправности и исключению появления этих причин в будущем.
· Фраза подразумевает отсутствие взаимодействия между ремонтной и производственной службами.
Либо оборудование работает и на нём производится продукт, либо оно сломано и находится в ремонте.
С точки зрения lean и TPM, между ремонтным и производственным персоналом должно постоянно осуществляться тесное взаимодействие. Оно может быть организовано разными способами, и далее мы неоднократно остановимся на этом вопросе. Например, оператор может диагностировать неполадку, подготовить место для ремонта, провести профилактическое обслуживание совместно с ремонтным персоналом. Ремонтный персонал может обучить правильным приёмам эксплуатации и диагностики и т. д.
Таким образом, взаимоотношения производственного и ремонтного персонала должны выстраиваться как партнёрские отношения для достижения общих целей. Цели, действительно у всех одни, т.к. заработанная плата, которую зарабатывает каждый работник, поступает благодаря прибыли от произведённого на рабочем оборудовании продукта.
Наилучшая модель отношений между ремонтным и производственным персоналом — это отношение в современных автосервисах. Все заинтересованы в том, чтобы автомобиль работал максимально долго и без поломок. Водитель сам проводит обслуживание своего автомобиля и диагностирует неисправности. Ремонтный персонал даёт гарантии и бесплатно устраняет собственные недоработки. На этой модели взаимоотношений мы ещё остановимся.
Приведём краткое разделение обязанностей между производственным и ремонтным персоналом в виде основных направлений работ.
Ремонтный персонал:
1. Выполнение периодического обслуживания.
2. Предотвращение возникновения поломок.
3. Ремонт оборудования.
4. Оказание помощи производству при автономном обслуживании.
5. Обучение производственного персонала.
Производственный персонал:
1. Проверка и обслуживание оборудования.
2. Оценка и мониторинг износа оборудования.
3. Диагностика и выявление текущих неисправностей.
4. Поддержка оборудования в работоспособном состоянии.
Это всего лишь небольшой перечень того, чем должны заниматься основные участники Всеобщего обслуживания оборудования. Далее мы подробнее рассмотрим каждый пункт в частях Автономное обслуживание и Профессиональное обслуживание.
С другой стороны, следует особенно выделить роль руководителей, т.к. именно от них зависит успех вырабатывания новых привычек и в целом успех развёртывания TPM.
Вот примерные обязанности руководителей производственных и ремонтных служб в развёртывании TPM:
1. Обучение всего персонала, осознание важности.
2. Организация работы малых групп.
3. Формирование нужных парадигм и привычек.
4. Решение проблем.
Если смотреть на вопрос чрез призму принципов lean, то эти обязанности справедливы не только при развёртывании TPM, но и в любой ежедневной работе.
Роли всех остальных служб мы разберём в отдельном разделе. Остальные службы также могут внести свой вклад в развёртывании системы. Например, плановые службы, расставляя приоритеты в загрузке оборудования, службы качества, предоставляя качественную аналитику по влиянию работы оборудования на качество и т. д. Сейчас нам важно понять роли основных участников: производственного и ремонтного персонала, а также понять отличие существующих отношений от той модели, которую нам приписывает TPM, о которой написано в настоящем разделе.
Преимущества и выгоды TPM
Информации в предыдущих разделах настоящей книги уже более чем достаточно, чтобы сформировать правильное представление о системе TPM и её направлениях работы. В настоящем разделе мы остановимся на преимуществах TPM, мы узнаем о том, что может получить предприятие, развёртывая TPM. Мы уже затрагивали этот вопрос, говоря о целях TPM и описывая некоторые подходы к работе. Однако, для успешного развёртывания системы, нам важно осознать все её преимущества. Более того, нам важно уметь правильно и полностью донести эти преимущества до руководителей и подчинённых, до всех работников компании.
Если перейти от глобальных целей системы TPM к её задачам и механизмам работы, мы получаем, что TPMположительно влияет на качество, мотивацию, исполнение заказа и затраты. Другими словами, практически на всю жизнедеятельность компании.
Обратите внимание на рисунок. На нём изображён классический треугольник потребителя. Это то, что интересует любого Заказчика: QDC — quality, delivery, costs или высокое качество продукта, исполнение заказа в оговорённые сроки с минимальной стоимостью. Если все три основные потребности удовлетворяются, предприятие стабильно работает, получая прибыль. Если же Заказчик не удовлетворён хотя-бы по одному из них, начинаются проблемы.
Работа любой компании заключается в постоянной работе в этих трёх направлениях:
· повышение и обеспечение качества продукта
· обеспечение быстрого исполнения заказа (производства и доставки продукта)
· сокращение затрат и снижение себестоимости продукта.
Всё это предполагает развёртывание TPM, дополнительно повышая мотивацию и вовлеченность персонала.
Развёртывание TPM — это в том числе и работа в направлении повышения качества продукта, производящегося на оборудовании. Следует понимать, что доля качественной продукции — это одна из составляющих эффективности. Не может быть на 100% эффективного оборудования, производящего брак. Улучшение качества при работе в направлении TPM предполагает снижение количества отказов. А также снижение доработок и увеличение доли изделий, произведённых с первого раза.
Снижение времени исполнения заказа часто называют улучшением сервиса — также неизбежное последствие развёртывания TPM. В первую очередь увеличивается доступность оборудования и высвобождается время для производства и обслуживания. Благодаря сокращению простоев снижается общее время цикла производства, снижается уровень материально-производственных запасов и размеров партий. Последние в свою очередь существенно влияют на время прохождения продукта по технологической цепочке, т.е. на время исполнения заказа. Промежуток времени с момента подачи сырья в поток, до выхода готового продукта, существенно сокращается. По-другому, продукт больше не ждёт устранения простоя или длительной переналадки, он быстрее попадает к Заказчику.
Всё перечисленное выше автоматически влияет на общие издержки, которые несёт предприятие. Происходит снижение издержек, которых в любой компании насчитывается огромное количество. Например, издержки при эксплуатации и издержки от отказов оборудования, от излишнего перемещения и т. д. Когда оборудование ломается и его ремонтируют, помимо затрат на сам ремонт и убытков от несвоевременной поставки продукции, остаются постоянные затраты. Продукт не производится, а производственному персоналу начисляется заработанная плата, помещения освещаются и отапливаются и т. д. Кроме того, при сокращении промежуточных запасов незавершённого производства и работе меньшими партиями, высвобождается определённая сумма денег, которая ранее была заморожена в этих запасах. Выражаясь экономическими терминами, ускоряется оборачиваемость капитала.
Приведённые выше улучшения, получаемые в результате развёртывания системы TPM, лишь часть огромного перечня преимуществ. Даже если ограничиться этим небольшим перечнем, то следствием будет повышение мотивации работников. Повышение мотивации непременно происходит благодаря тому, что улучшаются условия труда, повышается уровень безопасности на рабочих местах. Кроме того, растёт квалификация работников, они вовлекаются в процесс развёртывания TPM, и расширяется область их деятельности.
Все эти преимущества влияют на благополучие всей компании и отдельных её работников. Понимание этих преимуществ должно стать одной из движущих сил в направлении развёртывания TPM. Постарайтесь осознать каждое преимущество и донести выгоды до всех сотрудников, кто непосредственно участвует в этой интересной и кропотливой работе.
4 условия применения TPM
Продолжаем смотреть на развёртывание системы TPM с разных точек зрения. В настоящем разделе мы посмотрим на условия, которые необходимы для успешного развёртывания TPM, которые могут существенно затормозить или ускорить работу. Из всех условий, которые необходимы для успешной работы в направлении Всеобщего обслуживания оборудования, наиболее критичными, по мнению автора, можно выделить четыре. На них мы и остановимся.
1. Организация рабочих мест (5S).
Это начало начал: то, с чего рекомендуется начинать любые улучшения. Согласно классическим подходам lean, любые улучшения лучше начинать с простых и наглядных изменений, которые будут заметны для работников, которые просто реализовать и повторить. Поэтому, начиная улучшения с организации рабочих мест, компания получает быстрые и видимые результаты.
Мы помним, что в ходе реализации шагов 5S устраняются потери на рабочих местах, персонал вовлекается в улучшения, а процессы работы становятся стабильнее. То же самое относится и к работе оборудования. Недаром, первые шаги автономного обслуживания оборудования, за исключением некоторых отличий, совпадают с шагами 5S. Более подробно на связи 5S и TPM мы остановимся в следующем разделе. Цели здесь такие же: стабилизировать рабочий процесс и вовлечь персонал. Без организации рабочих мест невозможно полностью выполнить остальные приведённые здесь условия.
2. Приведение оборудования в соответствие с паспортными характеристиками.
Это может быть наиболее важное условие, о котором часто забывают, или пренебрегают им ввиду достаточно высокой сложности исполнения. Условие означает восстановление работоспособности оборудования, такой, какая была в самом начале, когда оборудование было новое. Это не означает, что нужно заменить все узлы и детали на оригинальные. Часто бывает невозможно даже найти изготовителей, т.к. они давно закрылись или перепрофилировались. Здесь важно, чтобы оборудование соответствовало первоначальному состоянию по производительности и выдаваемому качеству. Важно устранить все мелкие, и даже незначительные неисправности, вычистить оборудование и придать ему привлекательный вид.
Приведение оборудования к нормальному состоянию необходимо для правильной и адекватной передачи ответственности за него рабочему.
Подумайте сами, если вам дадут помятый автомобиль ВАЗ 2106, где течёт масло и что-то стучит под капотом. Как вы будете его эксплуатировать? Будете ли вы его беречь? Конечно, нет. Но, даже если тот же ВАЗ 2106 вы получите в хорошем состоянии, вы будете максимально поддерживать его в таком виде: чаще мыть, ухаживать и т. д.
Это естественный психологический механизм.
Нарушение этого условия ведёт к тому, что, как бы вы не формализовали ответственность работника за оборудование, подсознательно он её не примет и будет сопротивляться. Порочный круг не разорвётся, т.к. если оборудование «течёт и дымит», т.е. подаёт сигналы о недостаточном обслуживании, то и обслуживание не будет проводиться достаточно качественно, так как сигналы всё равно уже есть.
3. Вовлечение всего персонала.
Мы неоднократно упоминали об этом, как об элементе философии TPM и неотъемлемой части работы в направлении TPM. Теперь мы ещё раз заостряем на этом внимание, но уже как на необходимом условии успешного развёртывания TPM.
Ключевое слово именно «всего» персонала. TPM — это не только забота ремонтной и эксплуатирующей (производственной) службы, а всех на предприятии. Каждый, осознавая необходимость эффективной работы оборудования, может внести свой вклад. Распространённая ошибка заключается в том, что предприятие, которое начинает развёртывать TPM, не работает со всем персоналом над осознанием необходимости повышения эффективности работы оборудования. Каждый должен понимать, как эффективность работы оборудования влияет на поток создания ценности и на благосостояние каждого конкретного сотрудника. Чтобы разорвать порочный круг, каждый работник как минимум должен знать о его существовании. Минимальная цель по вовлечению персонала — доведение нужной информации и помощь в осознании необходимости повышать эффективность работы оборудования. Максимальная цель — участие каждого.
4. Тесное взаимодействие производственного и ремонтного персонала.
Кроме существования порочного круга, о котором говорилось в одном из предыдущих разделов, на практике существует большая проблема, связанная с взаимодействием производственного и ремонтного персонала. На практике часто можно встретить перекладывание вины друг на друга, жёсткую конкуренцию и нежелание сотрудничать.
Здесь следует стремиться организовать взаимоотношения как в хорошем автосервисе: работник заинтересован в эффективной работе оборудования, он спрашивает совета у ремонтника, обслуживает оборудование, диагностирует малейшие неисправности и сообщает о них. Ремонтный персонал своевременно и качественно проводит техническое обслуживание, обучает операторов приёмам правильной эксплуатации и обслуживания. Совместно анализируется работа оборудования, и принимаются меры по повышению эффективности.
Для организации такого взаимодействия нужны единые цели и приоритеты. Можно организовывать периодические собрания (на подобии кружков качества), разрабатывать совместные цели и планы, обсуждать вопросы распределения времени и расставлять приоритеты. Время всегда можно найти: небольшое обслуживание выполнить в обед, снизив время переналадки можно высвободить время для автономного обслуживания и т. д. Есть ряд путей, как организовать тесное взаимодействие, мы не раз будем останавливаться на них в настоящей книге.
Отсутствие работы над улучшением взаимодействия, как правило, приводит к краху системы, точнее остаётся старая система ППР и ТО, только с новым названием. Это совершенно неправильно. Соответственно, большого эффекта от такой работы получить невозможно. Нужен постоянный контроль со стороны руководителей, формирование правильных парадигм и привычек во взаимоотношении производственного и ремонтного персонала, объединение общими целями и мотивация.
Эти четыре условия считаются наиболее важными для начала развёртывания TPM. Информацию о том, как обеспечить выполнение каждого условия, вы найдёте далее. Однако вы уже можете посмотреть на текущую ситуацию в вашей компании и понять, чего вам не хватает для успешного начала развёртывания TPM. Подумайте, как можно обеспечить эти условия у вас? Что можно сделать уже завтра?
Как связаны 5S и TPM?
5S или система организации рабочих мест является базой для развёртывания работ в направлении TPM, так и в целом для улучшений. В настоящем разделе мы не будем подробно разбирать составляющие и инструменты 5S, однако кратко напомним о них.
Подробную информацию о применении метода 5S вы можете почерпнуть из отдельной книги «5S. Организация рабочих мест», 2016 год. В ней, на протяжении 134 страниц подробно описываются подходы, шаги и примеры реализации метода.
5S — это аббревиатура пяти японских слов, обозначающих порядок улучшения любого рабочего места и его организации. Эта аббревиатура была переведена на английский язык, на котором она также очень гармонично легла на 5S — все пять шагов также начинались с «S». После аббревиатура была переведена на русский язык, и в русском языке также нашлись аналоги, начинающиеся с буквы «С».
С момента основания бережливого производства 5S считается наиболее распространённым и фундаментальным методом, с которого начинается реализация каких-либо улучшений и шагов в направлении бережливого производства.
5S помогает стабилизировать процесс, организовать рабочие места, повысить лояльность персонала. Кроме того, 5S даёт понять коллективу, что улучшения, в первую очередь, начинаются на рабочих местах. Метод помогает вовлечь персонал. В настоящее время о 5S написано достаточно много книг, статей, этот метод по праву является наиболее популярным методом в России.
Первый шаг — это сортировка (SEIRI). Чёткое разделение предметов на нужные и ненужные и избавление от последних. Избавление от хлама, сломанных, неиспользуемых предметов и так далее.
Второй шаг — соблюдение порядка (SEITON). Организация хранения необходимых вещей и предметов, которая позволяет более быстро и просто найти то, что используется ежедневно. Эти вещи находятся под рукой. То, что используется редко — находится где-то на определённом расстоянии (в шкафу, на складе и т.д.)
Первый шаг — это сортировка (SEIRI). Чёткое разделение предметов на нужные и ненужные и избавление от последних. Избавление от хлама, сломанных, неиспользуемых предметов и так далее.
Второй шаг — соблюдение порядка (SEITON). Организация хранения необходимых вещей и предметов, которая позволяет более быстро и просто найти то, что используется ежедневно. Эти вещи находятся под рукой. То, что используется редко — находится где-то на определённом расстоянии (в шкафу, на складе и т.д.).
Пятый шаг — совершенствование (SHITSUKE). Улучшение организации рабочего места, постоянное повторение первых четырёх шагов, выработка привычки улучшать рабочее место и повторять первые четыре шага.
Третий шаг — содержание рабочего места в чистоте и опрятности (SEISO). Это поддержание чистоты и устранение источников загрязнения, постоянная уборка. Это то, что поднимает моральный дух и придаёт рабочему месту красивый, эстетичный и пригодный для работы вид.
Четвёртый шаг — стандартизация (SEIKETSU). Это необходимое условие для выполнения первых трёх правил. Это закрепление первых трёх шагов, документальное либо визуальное. Оно необходимо для улучшения контроля и формирования базы, для выработки привычки.
Пятый шаг — совершенствование (SHITSUKE). Улучшение организации рабочего места, постоянное повторение первых четырёх шагов, выработка привычки улучшать рабочее место и повторять первые четыре шага.
Метод устанавливает пять шагов, выполнение которых направлено на создание оптимальных условий выполнения операций, поддержание порядка, чистоты, аккуратности, экономию времени и энергии для повышения производительности, предотвращения несчастных случаев, снижения загрязнения окружающей среды.
Внимательно прочитайте таблицу и вдумайтесь в ключевые фразы, приписанные каждому шагу 5S. Именно этими фразами руководствуются, проводя кампании по рациональной организации рабочих мест. Это небольшие принципы, следование которым гарантирует успех применения 5S и получение максимальной пользы от него. Рекомендуем вам запомнить их, а лучше разместить в качестве наглядной агитации там, где только начинается работа по рациональной организации рабочих мест.
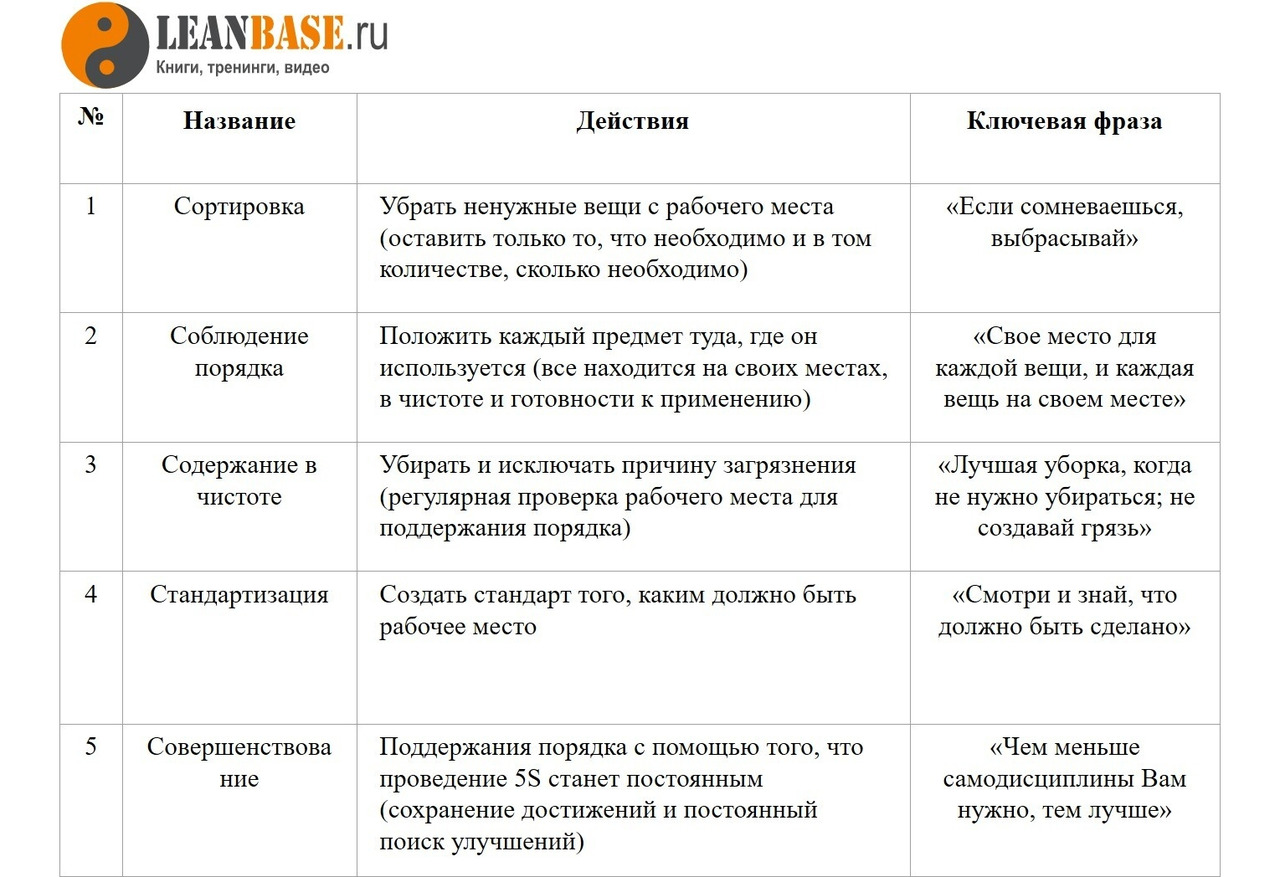
Метод 5S применим, в том числе и к рабочим местам, расположенным на оборудовании. Причём, в таком случае, дополнительными становятся следующие преимущества:
· Снижение отказов оборудования из-за наличия загрязнений.
· Снижение несчастных случаев по причине захламлённости рабочего места.
· Увеличение доли годной продукции, благодаря исключению мусора, грязи и всего лишнего с рабочего места.
Таким образом, между TPM и 5S существуют абсолютно прямые взаимосвязи, которые мы не имеем права игнорировать, работая в направлении развёртывания TPM.
· Во-первых, без рациональной организации рабочего места, мы не устраним первые видимые потери и не высвободим время на другую, более полезную работу. Как известно, среднестатистический человек на рабочем месте около 80—90% времени занимается не полезной деятельностью (потерями). Он может ходить, перемещать, искать, перебирать что-либо и не добавлять ценность продукту. Разумеется, когда оператор работает на автоматическом оборудовании, никто не обратит внимания на эти потери. Однако они могут рано или поздно повлиять на продукт или процесс. Потери имеют свойство расти и накапливаться, взаимно усиливая друг друга. Содержание рабочего места в соответствии с требованиями 5S помогает избавиться от ряда потерь и высвободить время оператора для более важной работы. Например, для обслуживания, диагностики, мониторинга, уборки и т. д. Без этого развёртывание TPM может зайти в тупик.
· Во-вторых, чистое и опрятное рабочее место позволяет быстрее обслуживать оборудование. Оно позволяет также точнее диагностировать неисправности, выявлять их. Грязь, мусор и беспорядок на рабочем месте демотивируют работника и не способствуют появлению желания обслуживать и ухаживать за той или иной единицей оборудования. Этого просто не хочется делать. С другой стороны, всегда легче и проще выполнить какую-либо работу по обслуживанию или диагностировать какую-либо неисправность, когда оборудование чистое и опрятное. Мы сразу можем увидеть, откуда течёт, сыпется, капает, дымит и т. д. Грязь на рабочем месте всегда препятствует этому. Не зря первые три шага Автономного обслуживания, которое подробно описывается в следующей части, полностью совпадают с шагами 5S, только применительно к оборудованию. Это основа для развёртывания TPM и реализации отдельных его подходов и инструментов. Без постоянной чистки и уборки, без приведения оборудования к чистому и аккуратному состоянию невозможно заниматься Всеобщим обслуживанием. Это как пропустить школу и попасть в институт, или как пропустить строительство фундамента и сразу строить крышу. Применение 5S обеспечивает нам возможность обслуживать оборудование и быстро диагностировать малейшие неисправности.
· В-третьих, существует простая зависимость, заключающаяся в том, что вероятность возникновения самих неисправностей существенно снижается, если оборудование периодически обслуживается и убирается. Грязное и захламлённое оборудование по статистике выходит из строя гораздо чаще. Возможно, причиной этому служит то, что грязь и мусор, пыль и посторонние микрочастицы проникают в механизмы оборудования, вызывая короткие замыкания, засорения коммуникаций, ранний износ движущихся частей и т. п. Возможно, существует другая причина, но факт имеет место быть. Это ещё одна причина применения метода организации рабочих мест на оборудовании.
· В-четвёртых, применение метода 5S укрепляет дисциплину и формирует у персонала бережливые привычки. Они необходимы для формирования бережливого отношения к оборудованию и формирования бережливой культуры в целом. Не секрет, что Бережливое производство и Всеобщее обслуживание оборудования — это определённого рода философия. Это особое отношение к проблемам, процессам, к работе. Это в первую очередь принципы, которыми руководствуются люди в своей деятельности. Только потом это наборы методов и инструментов. Способность бережно относиться к рабочему месту, вверенному инвентарю и инструменту, к оборудованию и т. п. определяет степень успеха в деле развёртывания Бережливого производства и Всеобщего обслуживания оборудования. Применяя 5S на рабочем месте, работники формируют правильные (бережливые) привычки и вместе с ними бережливое отношение к работе, рабочему месту и оборудованию. Организация рабочего места подразумевает вырабатывание привычки убирать его и следить за чистотой. То же самое предполагается с развёртыванием TPM и в частности Автономного обслуживания оборудования.
Надеюсь, вы убедились, что применение 5S является базовым условием для развёртывания системы TPM. Если вы только планируете начать работу в направлении TPM, начните уже завтра с организации рабочих мест. Примените систему 5S, о которой более подробно вы можете узнать в книге «5S. Организация рабочих мест», 2016 год.
После того, как вы неоднократно проведёте кампанию по 5S, смело работайте в направлении TPM, так вам будет проще и легче.
История TPM
История развития Всеобщего обслуживания оборудования, как и Бережливого производства, насчитывает в себе сотни фактов и примеров со всего мира. Мы просто не сможем привести их все, что и не требуется, т.к. книга носит сугубо прикладной характер. Тем не менее, мы упомянем о наиболее значимых с точки зрения автора фактах из истории. Начнём с конца.
Само словосочетание Total Productive Maintenance (TPM) появилось в 60-е годы в Японии. Не буквально, зато точно по смыслу этот термин можно перевести как обслуживание оборудования, позволяющее обеспечить его наивысшую эффективность на протяжении всего жизненного цикла с участием всего персонала. Об участии всего персонала нам говорит слово «total» (всеобщее, всеохватывающее).
До формирования этого термина, на рубеже 40-х — 50-х годов в японских компаниях широко применялась американская система профилактики оборудования. Эта система подразумевала чёткое разделение труда между операторами, использующими оборудование, и специалистами, осуществляющими его техническое обслуживание. Оператор — работает на оборудовании, ремонтник — чинит оборудование.
В этот же период в Японии начала формироваться собственная оригинальная концепция обеспечения качества, согласно которой фокус внимания переносился с контроля готового продукта и с контроля результатов деятельности, на обеспечение качества непосредственно в процессе работы. Именно с тех пор берёт начало принцип «Правильный процесс даёт правильный результат». Подробно тема встраивания качества в процессы раскрывается в книге «Встроенное качество», 2016 г. Тогда же, на японских предприятиях стали появляться кружки качества, работа которых не обходила вниманием и оборудование. Это естественно, т.к. качество продукта во многом обеспечивается качеством работы оборудования.
Кстати, форма работы кружков качества была подсмотрена ими за рубежом («саратовская» система в СССР, система «бездефектного труда» в США).
Дальше, в 1969 г. обладателем премии имени Э. Деминга по качеству стала входившая в группу «Тойота» и производившая автомобильное электрооборудование компания «Ниппон Дэнсо», в которой весь персонал оказался вовлеченным в кружки качества. В результате автоматизации производства в компании возникла проблема эффективного использования сложного оборудования.
Решение нашли с помощью двух основных идей, которые легли в основу концепции TPM:
· Во-первых, операторам было вменено в обязанность не только использовать оборудование, но и осуществлять его текущее обслуживание.
· Во-вторых, на основе кружков качества была создана система поддержания в нормальном состоянии всего оборудования компании всем её персоналом.
В этом же году было дано развернутое определение TPM для производственных подразделений, состоящее из пяти пунктов. Позднее система TPM охватила не только производственные, но и конструкторские, коммерческие, управленческие и другие подразделения, т. е. стала общефирменной.
С учётом этих обстоятельств в 1989 г. определение было скорректировано, и содержание TPM было представлено в следующем виде:
· Цель TPM — создание предприятия, которое постоянно стремится к предельному и комплексному повышению эффективности производственной системы.
· Средством достижения цели служит создание механизма, который, охватывая непосредственно рабочие места, ориентирован на предотвращение всех видов потерь («ноль несчастных случаев», «ноль поломок», «ноль брака»).
· Для достижения цели задействуются все подразделения: конструкторские, коммерческие, управленческие, но, прежде всего, производственные.
· В достижении цели участвует весь персонал — от высшего руководителя до работника.
· Стремление к достижению «ноля потерь» реализуется в рамках деятельности иерархически связанных малых групп, в которые объединены все работники.
Таким образом, ТРМ базируется с одной стороны на выработанной в Японии оригинальной системе управления качеством. С другой стороны — на мировом опыте обслуживания оборудования, в том числе и на применяемой в СССР «Научной Организации Труда» (НОТ).
Если взглянуть на мировой опыт, то можно увидеть, что, как и в развитие Бережливого производства, в развитие TPM внесли вой вклад многие великие люди. И основатель научного менеджмента Фредерик Тейлор, и его последователь А. К. Гастев, и Генри Форд, и Эдвард Деминг, и Таити Оно, и многие другие легендарные рационализаторы и оптимизаторы.
Стоит отметить, что подобное разделение функций между производственным и ремонтным персоналом, которое существовало в Японии до появления TPM (производство эксплуатирует, а ремонтный персонал — обслуживает) было не всегда. До Второй мировой войны считалось естественным, что именно работающий на станке должен следить и ухаживать за ним, т.е. заниматься его техническим обслуживанием. Так было в далёком прошлом. Однако после Второй мировой войны в мир пришла американская система РМ (профилактического технического обслуживания оборудования), согласно которой были отделены друг от друга эти две функции. До сих пор многие отечественные предприятия, а также предприятия Европы и Азии придерживаются этой системы, разделяя функции эксплуатации и обслуживания
С точки зрения бережливого отношения, в ситуации, когда за оборудование отвечает только ремонтный персонал, в принципе немыслимо добиться нулевого уровня поломок и брака.
Так исторически сложилось, что теперь, многие предприятия, как следствие разделения функций эксплуатации и обслуживания имеют следующие проблемы:
· Стремление выполнить производственный план в первую очередь, пренебрегая качеством и целостностью оборудования.
· Поломки, вызванные небрежной эксплуатацией.
· Дефекты, вызванные спешкой.
· Простои, связанные с отсутствием необходимого обслуживания оборудования.
· Организация сверхурочной работы, из-за наличия перечисленных выше причин.
· Стремление нагнать проваленные планы и графики, снова совершая прежние ошибки.
· Сбои в работе оборудования влияют на качество и становятся первостепенными проблемами.
· Не уделяется времени предупреждению возникновения отказов и дефектов.
· Ремонтный персонал не занимается профилактикой, а только реагирует на отказы.
В такой системе, ни о какой работе по предупреждению поломок и дефектов нет и речи.
Отказавшись от разделения функций по эксплуатации и обслуживанию, Тойота совершила большой шаг в развитии. Сформулированные принципы системы TPM активно развивались и распространялись с группы компаний Тойота на другие японские компании. По мере развития совместной работы с Американскими и Европейскими компаниями, принципы TPM стали известны всему миру. Сама система постоянно развивается и дополняется новыми методами, инструментами и подходами к организации работы с оборудованием. Появляются новые решения и примеры, однако, принципы, заложенные в Японии, остаются неизменными по сей день.
Поэтому, уважаемые читатели, настоятельно рекомендуем прочувствовать принципы и подходы Всеобщего обслуживания оборудования. Постарайтесь понять, зачем они нужны, осознать их выгоды и преимущества. Обдумайте их применительно к вашей компании.
Бережливое производство и Всеобщее обслуживание оборудование — это особый способ мышления и отношения к работе, это, прежде всего философия и принципы. Поняв их суть, вы сами поймёте, как их можно реализовать, применительно к специфике вашего производства и вашей работы.
Этапы развития системы TPM
Опыт организаций, работающих в направлении TPM, со временем был преобразован в ряд шагов и этапов развития системы. Было замечено, что успешное развёртывание системы TPM имеет определённые закономерности, вне зависимости от специфики предприятия, на котором это происходит. В настоящем разделе мы покажем, с чего всё обычно начинается, и к чему стремится. Мы приведём две наиболее распространённые классификации этапов развития системы TPM: «4 этапа жизненного цикла TPM» и «13 классических шагов развития системы TPM».
Обе классификации необходимы нам для формирования общей картины предстоящих работ: с чего следует начинать, к каким работам следует приготовиться и к чему следует стремиться. Как и при применении любых методов и инструментов Бережливого производства, в первый раз всегда хочется пропустить пару шагов и перейти сразу к получению результата и непрерывному совершенствованию. Мы понимаем, что так не бывает. Без фундамента не построишь дом, без второго этажа не построишь третий и т. п. Поэтому, приведённые классификации должны помочь представить весь объём работ, который необходимо проделать, развёртывая TPM, а также представить их последовательность.
Начнём с наиболее простой классификации: 4 этапа жизненного цикла TPM. Обратите внимание на рисунок.
1. Создание базы TPM.
Этап представляет собой выполнение большого объёма подготовительных работ. Сюда входит первично обучение персонала: ка рабочих, так и руководителей. На данном этапе разрабатываются планы и мероприятия, выбираются пилотные участки и способы реализации принципов TPM. Кроме того, формируются условия для проведения самостоятельного обслуживания оборудования, такие, как организация рабочих мест в соответствии с правилами 5S.
2. Жизнь TPM.
На данном этапе выполняется основной объём работ, связанных с выстраиванием автономного обслуживания, применением подходов профессионального обслуживания, связанных с оценкой эффективности и многим другим. Это основной этап, на котором непосредственно осуществляется практическое развёртывание системы TPM.
3. Улучшение TPM.
После начала развёртывания системы, любая организация сталкивается с необходимостью решения ряда проблем. Сложности есть везде, они будут и у вас. Эти проблемы могут быть связаны с нежеланием персонала меняться, с обеспечением запасными частями, с необходимостью доработки и восстановления оборудования, а также со многим другим. Постепенно решая возникающие проблемы, организация лучше адаптирует принципы, методы и инструменты TPM под собственную специфику. Организация оставляет всё лучшее и полезное, избавляясь от лишнего и ненужного. Происходят пересмотр и корректировка стандартов автономного обслуживания, циклов автономного обслуживания, а сам процесс обслуживания упрощается. Упрощаются средства и способы диагностики и выявления неисправностей. Реализуются различного рода улучшения, не снижающие качества ремонта, обслуживания и диагностики.
4. Совместная эксплуатация.
Это стабильная и слаженная работа ремонтного и производственного персонала по обслуживанию оборудования. На данном этапе становятся заметны первые результаты, которые могут выражаться в увеличении доступности оборудования, снижения времени простоя и в общем повышении эффективности работающего оборудования.
Приведённая классификация этапов жизненного цикла TPM позволяет в общих чертах представить тот объём работ, который предстоит проделать для достижения первых результатов.

Следующая классификация является классической, т.к. она приводится в различной литературе, описывающей подходы TPM. Она более подробна и состоит из 13-и шагов. Эти шаги проходило большинство организаций, успешно применяющих систему TPM.
Рассмотрим эти шаги.
1. Официальное объявление решения о развёртывании TPM.
Это означает, что высшее руководство на внутреннем собрании или на собрании коллектива предприятия, объявляет о намерении реализовать подходы TPM. Разумеется, объясняется, что это такое и зачем это надо. Вы спросите, зачем объявлять об этом? Так как развёртывание TPM — это формирование особого отношения к работе оборудования и формирование определённых правильных привычек в коллективе, то это в первую очередь касается персонала. Ему предстоит меняться, делать что-то новое и неизвестное до сих пор. Всё неизвестное пугает людей, вызывая сопротивление и отторжение. Это естественная реакция человека, но она происходит в основном в начале, при столкновении с неизвестным. Если человека заранее подготовить к чему-то неприятному для него, то он легче это переживёт и быстрее примет это. Более подробно о способах преодоления сопротивлений, а также о формировании бережливой культуры вы можете почитать в книге книги «48 правил бережливой культуры», 2017 год. Таким образом, когда руководство объявляет о намерении, оно готовит персонал к предстоящим необходимым изменениям. С другой стороны, руководители официально берут на себя обязательство заниматься этой работой. Объявление о намерении перед коллективом всегда действует лучше подписанного договора, т.к. на кон ставится уже репутация руководителя.
2. Проведение вводного обучения по TPM.
Без вводного обучения невозможно развёртывание ни одного, даже самого простого метода. Более подробно о подходах к обучению и расстановке акцентов в обучении мы поговорим в одном из следующих разделов. Здесь стоит отметить, что до работников доводится требуемый объём информации, необходимый для того, чтобы начать работу в направлении TPM. Руководство организует групповое обучение для конкретных специалистов, отделов и бригад. Кроме того, на данном шаге проводится некое подобие рекламной кампании. Формируется и размещается наглядная агитация, весь персонал знакомится с общими направлениями работы и предстоящими изменениями. Другими словами, до работников доносится определённая информация, которая должна сформировать у них правильную картину будущего, к которой стремится организация, развёртывая TPM (совместное обслуживание, ноль поломок, быстрое выявление проблем и т.п.).
3. Создание команды по продвижению TPM.
Уже в начале настоящей книги становится понятно, что полномасштабное развёртывание TPM требует не малых сил, времени и терпения. В будущем всё это многократно окупится, однако в самом начале кто-то должен взять на себя ведущую роль в продвижении системы. На данном шаге происходит создание рабочего комитета или групп, состоящих из необходимых специалистов. Происходит создание офиса для продвижения ТРМ, т.е. выделяется место для работы группы. Как правило, команды по продвижению TPM создаются на нескольких уровнях. В первую очередь — это высшее руководство, которое собираясь с определённой периодичностью (например, раз в месяц), отслеживает ход работ, обеспечивает ресурсами, принимает принципиальные решения и т. д. С другой стороны — это команды на местах: на пилотных участках, состоящие из руководителей нижнего уровня управления и работников. Они реализуют улучшения на практике, обеспечивая достойными примерами другие участки.
4. Определение базовой политики и целей ТРМ.
Так как развёртывание TPM предполагает вовлечение всего персонала, а направления возможных работ ограничивается лишь фантазией руководителя, встаёт вопрос, связанный с расстановкой приоритетов. Мы можем развёртывать TPM в совершено разных направлениях: организовать раннее предупреждение и автономное обслуживания, работать над безопасностью или качеством, выстраивать новые процессы или формировать бережливую культуру, и многое другое. Мы можем достигать целевые показатели, связанные с качеством, производительностью, временем исполнения заказа и т. д. Таким образом, на данном шаге определяются основные направления и задачи работ. Определяются цели и приоритеты. Прогнозируется возможный результат. Часто на данном шаге предприятия разрабатывают некий документ, кратко описывающий подходы к развёртыванию TPM и основные направления.
5. Разработка плана внедрения ТРМ.
Без плана невозможно реализовать ни одну работу и достичь результатов. План позволяет структурировать все действия, необходимые для достижения определённых целей. Он позволяет оценить объём работ и синхронизировать различные мероприятия по срокам. План позволяет оценить эффективность тех или иных мероприятий, учиться на прошлых ошибках. Кроме того, план позволяет распределить ответственность и эффективно загрузить персонал работой в направлении TPM. План, как правило, включает в себя все мероприятия от стадии подготовки к развёртыванию, до получения нужных результатов (например, до заявки на премию TPM).
6. Вовлечение в работы по развёртыванию ТРМ всех заинтересованных сторон.
Каждый работник в организации, так или иначе, может повлиять на эффективность работы оборудования. Даже бухгалтер или экономист, который даже не видел работающее оборудование, может через распределение финансовых средств, повлиять на его работу. Поэтому, с одной стороны, определяются и вовлекаются в работу все так или иначе заинтересованные службы и подразделения организации. Все, кто заинтересован в повышении эффективности работы оборудования и все, кто может повлиять на это. С другой стороны, на данном шаге происходит привлечение потребителей, поставщиков, филиалов и других заинтересованных сторон, находящихся вне рассматриваемой организации.

Ещё раз напомним, что TPM — это именно Всеобщее обслуживание оборудование, что предполагает вклад каждого в повышение его эффективности.
7. Реализация планов для достижения максимальной эффективности производства.
Тот самый шаг, который предполагает практическую реализацию запланированных мероприятий: методов, инструментов и подходов TPM. Основная задача данного шага — добиваться предельной эффективности производства. На данном шаге осуществляется определение и проведение первоначальных действий по усовершенствованию оборудования, процессов уборки, обслуживания и диагностики. Организуется работа групп на рабочих местах. Выстраиваются элементы Автономного и Профессионального обслуживания. Организуется система контроля и подтверждения результатов. Об этом подробней рассказано в одном из следующих разделов книги. Организуется система предупреждения, проводится практическое обучение на основании наработанного опыта (навыкам работы и обслуживания).
8. Построение системы предварительного менеджмента для новых продуктов и оборудования.
Это одно из классических направлений TPM, которое описывается далее. На данном шаге осуществляется разработка продукции, которая удобна в эксплуатации и такого же оборудования. Другими словами, ещё на самых ранних стадиях жизненного цикла продукции (до его разработки и начала производства), прорабатываются вопросы его качественного производства и эффективности работы оборудования. Обеспечивается его быстрый запуск и производство на имеющемся (или специально изготавливаемом) оборудовании с учётом применения системы TPM. Учитывается наработанный опыт, проводится анализ возможных рисков. На данном шаге обеспечивается немедленное применение подходов TPM при введении в производство нового продукта, или при запуске нового оборудования.
9. Построение системы качественного обслуживания.
На данном шаге прорабатываются и реализуются любые мероприятия, которые тем или иным образом исключают появление дефектов в продукции. Цель — «ноль дефектов». Идеальный вариант — создание таких условий в работе оборудования, в которых дефект просто не может появиться. Подробней об этом вы можете прочитать в книге «Встроенное качество», 2016 г.
10. Построение эффективной системы администрирования и поддержки.
На данном шаге выстраивается эффективная система решения проблем. Решение проблем — это одна из важнейших обязанностей любого руководителя. Существует определённый набор подходов и инструментов для решения проблем, описание которых займёт по объёму целую книгу. Суть шага — сделать всё, чтобы проблемы быстро выявлялись, и окончательно устранялись: устранялись коренные причины проблем. Происходит повышение эффективности производства, благодаря повышению эффективности оборудования.
11. Улучшение работы вспомогательных служб.
Шаг предполагает небольшое смещение фокуса внимание на вспомогательные, административные и обслуживающие службы, как бы они не назывались на конкретном предприятии. Мы помним, что развёртывание TPM предполагает всеобщее вовлечение персонала, но основное внимание направлено на производство, как процесс, создающий ценность для Заказчика. Также мы помним, что каждый так или иначе может совершить свой вклад в повышение (или в снижение) эффективности работы оборудования. Данный шаг как раз предполагает анализ и улучшение работы всех прочих служб для того, чтобы их влияние максимально повышало эффективность работы оборудования.
12. Разработка системы менеджмента охраны здоровья, окружающей среды и безопасности.
Как известно, развёртывание TPM предполагает и определённый набор работ по повышению безопасности и экологичности. На данном шаге происходит обеспечение работы без аварий и загрязнения окружающей среды. Исключаются угрозы и риски для здоровья и безопасности работников.
13. Обеспечение полного внедрения ТРМ и постоянного его улучшения.
Завершающий шаг, который предполагает устойчивое развитие. Здесь осуществляется стабильная и слаженная работа ремонтного и производственного персонала по обслуживанию оборудования. Увеличивается доступность оборудования, снижается время простоя и повышается эффективность работающего оборудования. На данном шаге предприятие устанавливает более высокие цели и стремится к ним.
В завершение раздела отметим, что приведённая выше классификация не претендует на звание абсолютно верной и единственно правильной. Это, прежде всего опыт зарубежных компаний, которые начинали развёртывать TPM с нуля и добились выдающихся результатов.
А изучение чужого опыта, как известно, помогает не совершать дорогостоящие ошибки.
8 столпов TPM
Из информации предыдущих разделов мы уже можем сформировать достаточно точное представление о системе Всеобщего обслуживания оборудования. Мы уже говорили о том, что развёртывание системы предполагает вовлечение всего персонала и реализацию на много больших работ, нежели просто передача функций ухода за оборудованием оператору. В классической теории TPM выделяется 8 основных направлений, в которых организуется работа. Полное развёртывание системы осуществляется в этих восьми направлениях.
TPM — это серьёзная система и серьёзное направление развития lean, имеющее свой собственный набор инструментов, методов и подходов. TPM охватывает всю организацию в целом и влияет на все сферы её деятельности. На практике часто встречается такое ограниченное понимание TPM, которое сводит его лишь к передаче функций по обслуживанию операторам, созданию стандартов обслуживания или графиков ремонта. Как вы уже убедились, система развёртывается гораздо шире.
Обратите внимание на рисунок, классическое представление метода состоит из восьми направлений (восьми столбов TPM), которые можно перевести следующим образом:
1. Автономное обслуживание.
Самое популярное направление работ в России. Многие предприятия отождествляют TPM и Автономное обслуживание, но как вы видите, это всего лишь часть системы. Направление предполагает организацию обслуживания и уход за оборудованием самими работниками. Это обеспечение выполнения простых операций работником, как при обслуживании собственного автомобиля. Этому направлению посвящена целая часть настоящей книги, поэтому вы ещё сможете подробно с ним познакомиться.
2. Плановое обслуживание (или Профессиональное обслуживание).
Данному направлению также посвящена отдельная часть настоящей книги. Это направление развёртывается уже в ремонтных службах и направлено на повышении эффективности их работы. Реализация данного направления предполагает сокращение промежутков времени между остановками оборудования и сокращение времени аварийных ремонтов, повышение квалификации производственного и ремонтного персонала, а также увеличение уровня технических знаний работников.
3. Безопасность.
Для того чтобы работать эффективно, оборудование, прежде всего, должно быть безопасным для работников и окружающей среды. Только тогда можно говорить о стабильной работе и получении высоких результатов. Данное направление развёртывания TPM предполагает устранение рисков, связанных с безопасностью в работе оборудования. Кроме этого, прорабатывается снижение отрицательного воздействия работающего оборудования и персонала на окружающую среду. Основная цель работы в данном направлении — добиться уровня «ноль несчастных случаев» и поддерживать его. Работа в данном направлении осуществляется преимущественно специальными службами: службой охраны труда, промышленной безопасности и экологии. Разумеется, работа затрагивает и производственный, и ремонтный персонал. Реализуя работу в этом направлении, создаются безопасные рабочие места и чистые условия труда.
4. Развитие персонала.
Работа в направлении Бережливого производства в целом, так же, как и в TPM, предполагает активное вовлечение, обучение и развитие персонала. Успех любого начинания зависит от людей. Люди, в свою очередь, стараются избегать перемен и воспринимают их, мягко говоря, с трудом. Поэтому, необходимо постоянное обучение и развитие персонала. Необходимо прививание правильных привычек по обслуживанию оборудования, необходимо объяснять персоналу все выгоды и преимущества нового метода или инструмента. Кроме того, нужно постоянно повышать квалификацию персонала, т.к. лучшее понимание того или иного процесса, существенно сокращает количество ошибок в нём. Это относится как к ремонту, обслуживанию и диагностике оборудования, так и к любому иному процессу. В развёртывании данного направления активно задействуются кадровые службы, службы обучения и развития персонала на предприятии.
5. ТРМ для новых процессов.
Направление работ предполагает встраивание принципов TPM в работу нового оборудования, новых материальных потоков или при запуске нового продукта. Согласитесь, что лучше спланировать заранее более эффективный процесс, поток или продукт, нежели заниматься устранением потерь после запуска. Именно такую задачу решает данное направление: добиться максимальной эффективности на ранних стадиях жизненного цикла продукта или процесса. Данное направление также называют «ранним предупреждением поломок» или «управление оборудованием на ранних стадиях жизненного цикла». Каждое название отражает смысл работ, реализуемых в данном направлении. Основные действующие лица, вовлечённые в развёртывание направления — это конструкторские и технологические службы, т.е. те, кто планирует создание новых потоков, запуск нового оборудования или продукта. Их задача заключается в анализе, прогнозировании и исключении потерь до момента их появления. Кроме того, нужно заранее встроить те или иные принципы TPM. Например, запланировать самостоятельное обслуживание оборудования операторами.
6. Система обслуживания ориентирована на качество.
Данное отдельное направление развёртывание TPM полностью ориентировано на качество. Качество продукта обеспечивается качеством работы оборудования, а также качество работы оператора на том или ином виде оборудования. На данном направлении осуществляется разработка мероприятий по встраиванию качества в работу оборудования. Улучшается работа оборудования, для обеспечения качества продукции. Основная цель — добиться нулевых дефектов («ноль дефектов»). Это осуществляется путём работы с показателями эффективности работы оборудования и ремонтно-технического обслуживания, решение проблем с качеством, улучшением процессов автономного и профессионального обслуживания. Работу в данном направлении, как правило, осуществляют совместно технологические службы, службы качества, а также ремонтные и производственные службы.
7. ТРМ в офисах.
Офисы в данном случае, это все отделы, находящиеся вне производства. Это сервисные, административные, вспомогательные и обслуживающие процессы в организации (как бы они не назывались). Часто офисы оказывают достаточно серьёзное воздействие на работу оборудования. Это воздействие может быть связано с ожиданием проекта, решения, иной важной информации. Оно может быть связано с ошибками в конструкции, технологическом процессе и т. д. А также с обеспечением запасными частями, кадрами, материалами и т. д. Как вы видите, несогласованная и неэффективная работа офисов может серьёзно отразиться на работе основного процесса и в частности, повлиять на эффективность работы оборудования. Реализация работ в данном направлении предполагает повышение эффективности работы обслуживающих и управленческих подразделений, снижение времени ожидания основного оборудования. Основная цель — добиться уровня «ноль операционных потерь». В направлении происходит организация эффективных вспомогательных процессов, выполняющих обслуживание и поддержку производства, исключающих появление потерь и проблем в производстве.
8. Непрерывное совершенствование.
В развёртывании направления задействованы все подразделения и службы. Каждый, так или иначе, может внести свой вклад и повлиять на эффективность работы оборудования. Поэтому, совершенствоваться должны все. В данном направлении реализуются отдельные улучшения для совершенствования системы обслуживания оборудования. Реализуются идеи по повышению эффективности оборудования.
Полное внедрение концепции ТРМ предполагает развёртывание работ во всех 8-и направлениях. Только тогда вы сможете вовлечь весь персонал и получить максимальный результат. Разумеется, не стоит браться за всё сразу, следует расставить приоритеты. Мы уже приводили примеры в предыдущих разделах, с чего начинали успешные мировые компании.
Наиболее распространёнными, как по описанию в литературе, так и по внедрению на практике в нашей стране, являются два направления: Автономное и Профессиональное обслуживание. Существует определённый накопленный опыт их применения у нас в стране. Благодаря этой книге, теперь вы можете изучить его. Правильное внедрение даже этих двух из восьми направлений достаточно сложно для начинающих организаций. Поэтому далее мы рассматриваем их подробнее.
Какой эффект можно получить от TPM?
Развёртывание TPM так или иначе влияет на все направления деятельности организации: на безопасность, качество продукции, сроки исполнения заказа, затраты и в целом на корпоративную культуру. Мы уже понимаем, что TPM предполагает не только увеличение эффективности работы оборудование, но и улучшение во многих направлениях деятельности предприятия. Любое улучшение по определению влечёт за собой получение эффекта, в том числе и экономического.
Начиная работу в направлении развёртывания TPM, следует понимать, какой эффект мы можем получить. И как мы им можем воспользоваться.
В одном из разделов мы объясняли, как небольшое увеличение эффективности работы оборудования способно увеличить эффективность потока в целом. То есть, говоря об эффекте, следует понимать, что улучшение затрагивают не только пилотную единицу оборудования, или участок, где реализовывалась определённая работа. Положительное влияние может затрагивать весь поток, в котором реализовывались улучшения.
Например, применив Автономное обслуживание и раннюю диагностику на определённом участке, мы непременно получим результат. Это может быть:
· Снижение отказов оборудования
· Снижение доработок продукции
· Увеличение доступности оборудования
· Снижение времени цикла производства
· Снижение материально-производственных запасов
· Снижение размеров партий
· Снижение издержек при эксплуатации (например, времени операторов)
· Снижение издержек от отказов (например, времени ремонтных служб, потерь материала)
· И т. д.
С другой стороны, у этого участка есть внутренний Заказчик — следующий по технологической цепочке участок, который потребляет результаты работ предыдущего. Там мы ничего не делали, но он тоже получит определённую пользу, благодаря следующему:
· Снизятся простои, связанные с поставкой продукта
· Повысится качество входящего продукта (полуфабрикатов)
· Повысится стабильность и равномерность загрузки участка
· Снизятся издержки, связанные с решением проблем от внутреннего поставщика
· Снизятся материально-производственные запасы
· И т. п.
Таким образом, улучшения в одном месте сказываются и на других частях потока. То же самое можно наблюдать в разных операциях потока (например, у 2-й и 3-й по порядку операции, или участка). Здесь стоит отметить, что в качестве пилотного участка для развёртывания системы TPM, всегда выбирается наиболее проблемный участок, являющийся «узким местом» в потоке. Именно тогда эффективность реализованных мероприятий будет максимальной и отразится на всём потоке.
Кроме того, помимо материального эффекта, ТРМ влечёт и не материальный эффект.
Выполняя текущее обслуживание оборудования, операторы приобретают правильные привычки: они начинают заботиться о своем оборудовании сами, не дожидаясь указаний от руководителя. У работников появляется уверенность в том, что если они будут стремиться довести поломки и брак до нуля, то они смогут этого добиться. Благодаря избавлению рабочего места от пыли, грязи, ненужных предметов появляется возможность преобразить его до неузнаваемости, сделав его светлым и чистым. Это укрепляет дух работников, мотивирует их, а у посетителей создаётся хорошее впечатление о предприятии, что благотворно сказывается на числе заказов. Этот эффект сложно посчитать и тем более перевести в денежное выражение, однако он имеет место быть. И стоит он часто гораздо дороже, чем единовременная денежная экономия.
Из всего этого мы можем посчитать в качестве реального экономического эффекта и перевести в денежное выражение, можно выделить следующее:
Снижение простоев.
Означает снижение времени ожидания оператора, когда он сидит и ждёт (или занимается непроизводительной работой) пока простой будет устранён. Если эти простои изначально заложены в трудоёмкость выполнения определённых операций, то экономический эффект можно посчитать за счёт снижения трудоёмкости и, соответственно, фонда заработанной платы. Если за счёт снижения простоев снижен объём сверхурочных работ, то здесь просто можно оценить их стоимость. Если мы стали производить больше за то же время, благодаря тому, что избавились от простоев, то здесь два варианта. Первый — мы, производя определённый объём продукции, заканчиваем раньше (например, не за 30 дней в месяц, а за 25 дней), тогда мы платим рабочим меньше, меньше освещаем и отапливаем помещение. Второй — мы производим больше продукции, если это необходимо (если она нужна Заказчику), тогда это дополнительная прибыль. Это основные направления, через которые обычно рассчитывают экономический эффект в денежном выражении. Иногда предприятия считают сами затраты на устранение простоя (как было и как стало). Обычно это делается через количество участников устранения простоя, точнее, через стоимость их времени.
Снижение брака.
Здесь всё просто: учитывается стоимость объёмов брака «как было» и «как стало». Не стоит забывать, что помимо затрат на материалы и оплату труда, брак часто дорабатывается и утилизируется, что влечёт дополнительные расходы. Если утилизация брака предполагает наличие возвратных отходов (например, метал на переплавку, бумага в переработку и т.п.), т.е. когда продукт в виде брака превращается в сырьё и возвращается в начало потока, не забываем учитывать это.
Снижение незавершённого производства.
Как правило, это следствие более стабильной и синхронной работы оборудования. Повышая эффективность в узких местах, а также выстраивая поток, мы снижаем и уровень незавершённого производства. Снижение незавершённого производства в целом означает повышение гибкости организации и сокращение времени выполнения заказа. Продукт меньше времени находится в виде запаса (в ожидании производства) и быстрее двигается по потоку по направлению к Заказчику. Таким образом, эффект от снижения незавершённого производства можно посчитать через упущенную выгоду (например, если появилась возможность быстрее отдавать продукт Заказчику и взять в работу больше заказов).
Кроме того, запасы незавершённого производства, которые находятся в процессе — это «замороженные деньги», оборотные средства, которые организация вложила в производство, но не получило в виде прибыли. Были закуплены материалы, оплачена электроэнергия и заработанная плата работникам, но продукт ещё незакончен и не продан Заказчику. Соответственно, потраченные деньги лежат в производстве. Если предприятие работает с кредитами и займами (берёт деньги в долг на производство), то эффект от высвобожденных запасов можно посчитать, зная их стоимость и проценты по кредитам. Если организация оборачивает собственные средства, то всё равно она могла бы вложить эти деньги более выгодно (даже положив их на депозит, а не в запасы, организация получала бы определённый доход), что тоже можно посчитать.
Увеличение стойкости инструмента и оснастки.
Это может быть также следствием повышения общей эффективности работы оборудования (меньше грязи, лучше обслуживание и т.д.). Экономический эффект считается исходя из стоимости инструмента и оснастки.
Например, тратили на закупку инструмента в год Х руб., стали тратить 0,8Х.
Снижение времени на переналадку.
Подробное описание методов снижения времени переналадки, подходов к расчёту экономического эффекта от этого, а также много иной полезной информации можно найти в книге «SMED. Методики быстрой переналадки», 2016 г. Если коротко, то эффект от снижения времени переналадки может быть в двух случаях. Первый — мы стали больше производить, т.к. у нас стало больше доступного времени. Если продукт нужен Заказчику, то здесь мы получаем дополнительную прибыль. Если продукт не нужен Заказчику (производим про запас), то здесь эффект будет отрицательный: убытки из-за создания замороженного капитала, который требует дополнительных затрат на обслуживание. Второй случай — мы стали работать меньшими партиями, т.е. чаще переналаживаться. В этом случае эффект будет за счёт снижения незавершённого производства (см. п.3).
Бесплатный фрагмент закончился.
Купите книгу, чтобы продолжить чтение.